| |
ICS 31.260; 13.280 Červenec 2007
|
Bezpečnost laserových zařízení - |
ČSN 36 7750 |
idt IEC 60825-4:2006
Safety of laser products -
Part 4: Laser guards
Sécurité des appareils à laser -
Partie 4: Protecteurs pour lasers
Sicherheit von Lasereinrichtungen -
Teil 4: Laserschutzwände
Tato norma je českou verzí evropské normy EN 60825-4:2006. Evropská norma EN 60825-4:2006 má status české technické normy.
This standard is Czech version of the European Standard EN 60825-4:2006. The European Standard EN 60825-4 has the status of a Czech Standard.
Nahrazení předchozích norem
S účinností od 2009-10-01 se nahrazuje ČSN EN 60825-4 (36 7750) z března 1999, která do uvedeného data platí souběžně s touto normou.
| © Český normalizační institut, 2007 Podle zákona č. 22/1997 Sb. smějí být české technické normy rozmnožovány a rozšiřovány jen se souhlasem Českého normalizačního institutu. | 78914 |
Národní předmluva
Upozornění na používání této normy
Souběžně s touto normou se může do 2009-10-01 používat dosud platná ČSN EN 60825-4 (36 7750) Bezpečnost laserových zařízení - Část 4: Ochranné kryty laserů z března 1999 v souladu předmluvou k EN 60825-4:2006.
Změny proti předchozím normám
Proti předchozí normě byly doplněny další informativní přílohy a odkazy na další technické normy.
Informace o citovaných normativních dokumentech
IEC 60825-1:1993 zavedena v ČSN EN 60825-1:1997 (36 7750) Bezpečnost laserových zařízení -
Část 1: Klasifikace zařízení, požadavky a pokyny pro používání
ISO 12100-1:2003 zavedena v ČSN EN ISO 12100-1:2004 (83 3001) Bezpečnost strojních zařízení -
Základní pojmy, všeobecné zásady pro konstrukci - Část 1: Základní terminologie, metodologie
ISO 12100-2:2003 zavedena v ČSN EN ISO 12100-2:2004 (83 3001) Bezpečnost strojních zařízení -
Základní pojmy, všeobecné zásady pro konstrukci - Část 2: Technické zásady
ISO 11553-1:2005 zavedena v ČSN EN ISO 11553-1:2005 (19 2011) Bezpečnost strojních zařízení -
Stroje pro laserové opracování - Část 1: Všeobecné bezpečnostní požadavky
Informativní údaje z IEC 60825-4:2006
Tato mezinárodní norma byla připravena technickou komisí TC 76 Bezpečnost optických záření a laserových zařízení.
Toto druhé vydání ruší a nahrazuje první vydání publikované v roce 1997 a jeho změnu 1 (2002) a změnu 2 (2003).
Dokument 76/342/FDIS rozeslaný národním komitétům jako změna 3 vedl k rozhodnutí publikovat nové vydání.
Text této normy vychází z těchto dokumentů:
|
FDIS |
Zpráva o hlasování |
|
76/342/FDIS |
76/351/RVD |
Úplné informace o hlasování při schvalování této normy je možné nalézt ve zprávě o hlasování uvedené v tabulce.
Tato publikace byla připravena v souladu s ISO/IEC Směrnicemi, Částí 2.
Komise rozhodla, že obsah této publikace se nebude měnit až do konečného data vyznačeného na internetové adrese IEC http://webstore.iec.ch v termínu příslušejícímu dané publikaci. Po tomto datu bude publikace buď:
– znovu potvrzena;
– zrušena;
– nahrazena revidovaným vydáním, nebo
– změněna.
Vypracování normy
Zpracovatel: Ing. Jiří Hrazdil, IČ 15197913
Technická normalizační komise: TNK 127 Solární energie a lasery
Pracovník Českého normalizačního institutu: Ing. Jitka Procházková
|
EVROPSKÁ NORMA
EN 60825-4 |
ICS 31.260 Nahrazuje EN 60825-4:1997 + A1:2002 + A2:2003
|
Bezpečnost laserových zařízení - Safety of laser products - |
|
|
Sécurité des appareils à laser - |
Sicherheit von Lasereinrichtungen - |
Tato evropská norma byla schválena CENELEC 2006-10-01. Členové CENELEC jsou povinni splnit Vnitřní předpisy CEN/CENELEC, v nichž jsou stanoveny podmínky, za kterých se musí této evropské normě bez jakýchkoliv modifikací dát status národní normy.
Aktualizované seznamy a bibliografické citace týkající se těchto národních norem lze obdržet na vyžádání v Ústředním sekretariátu nebo u kteréhokoliv člena CENELEC.
Tato evropská norma existuje ve třech oficiálních verzích (anglické, francouzské, německé). Verze v každém jiném jazyce přeložená členem CENELEC do jeho vlastního jazyka, za kterou zodpovídá a kterou notifikuje Ústřednímu sekretariátu, má stejný status jako oficiální verze.
Členy CENELEC jsou národní elektrotechnické komitéty Belgie, České republiky, Dánska, Estonska, Finska, Francie, Irska, Islandu, Itálie, Kypru, Litvy, Lotyšska, Lucemburska, Maďarska, Malty, Německa, Nizozemska, Norska, Polska, Portugalska, Rakouska, Rumunska, Řecka, Slovenska, Slovinska, Spojeného království, Španělska, Švédska a Švýcarska.
|
CENELEC Evropský výbor pro normalizaci v elektrotechnice European Committee for Electrotechnical Standardization Comité Européen de Normalisation Electrotechnique Europäisches Komitee für Elektrotechnische Normung Ústřední sekretariát: rue de Stassart 35, B-1050 Brusel © 2006 CENELEC Veškerá
práva pro využití v jakékoli formě a jakýmikoli prostředky |
Předmluva
Text dokumentu 73/342/FDIS, budoucí edice 2 normy IEC 60825-4, vypracovaný v technické komisi IEC TC 76 Bezpečnost optických záření byl předložen k paralelnímu hlasování IEC - CENELEC a byl schválen CENELEC jako EN 60825-4 dne 2006-10-01.
Tato evropská norma nahrazuje EN 60825-4:1997 + A1:2002 + A2:2003.
Byla stanovena tato data:
- nejzazší datum zavedení EN na národní úrovni
vydáním identické národní normy nebo vydáním
oznámení o schválení EN k přímému používání
jako normy národní (dop) 2007-07-01
- nejzazší datum zrušení národních norem,
které jsou s EN v rozporu (dow) 2009-10-01
Přílohu ZA doplnil CENELEC.
Oznámení o schválení
Text mezinárodní normy IEC 60825-4:2006 byl schválen CENELEC jako evropská norma bez jakýchkoliv modifikací.
Obsah
Strana
Úvod .................................................................................................................................................................................................. 7
1 Rozsah platnosti................................................................................................................................................................. 8
2 Citované normativní dokumenty....................................................................................................................................... 8
3 Definice................................................................................................................................................................................. 8
4 Stroje pro laserové obrábění........................................................................................................................................... 10
4.1 Požadavky na konstrukční provedení............................................................................................................................. 10
4.2 Požadavky na ochranné vlastnosti................................................................................................................................. 10
4.3 Kontrola............................................................................................................................................................................... 11
4.4 Informace pro uživatele.................................................................................................................................................... 11
5 Speciální ochranné kryty.................................................................................................................................................. 11
5.1 Požadavky na konstrukční provedení............................................................................................................................. 11
5.2 Požadavky na ochranné vlastnosti................................................................................................................................. 11
5.3 Požadavky na specifikaci................................................................................................................................................. 12
5.4 Požadavky na zkoušky...................................................................................................................................................... 12
5.5 Požadavky na označování................................................................................................................................................ 12
5.6 Informace pro uživatele.................................................................................................................................................... 13
Příloha A (informativní) Všeobecné pokyny pro provedení a výběr ochranných krytů laserů ......................................... 14
Příloha B (informativní) Stanovení předvídatelných limitů ozáření (FEL) ............................................................................ 16
Příloha C (informativní) Vysvětlení definovaných termínů ...................................................................................................... 23
Příloha D (normativní) Zkoušení speciálních krytů laserů .................................................................................................... 25
Příloha E (informativní) Pokyny pro uspořádání a instalaci krytů laseru ............................................................................ 27
Příloha F (informativní) Návod pro stanovení vhodnosti použití krytů laseru ..................................................................... 35
Bibliografie ..................................................................................................................................................................................... 59
Příloha ZA (normativní)................................................................................................................................................................. 60
Obrázek B.1 - Výpočet rozptýlených odrazů............................................................................................................................... 17
Obrázek B.2 - Výpočet zrcadlových odrazů................................................................................................................................. 17
Obrázek B.3a - Chyba softwaru................................................................................................................................................... 18
Obrázek B.3b - Ohnutí obrobku nebo jeho špatné upnutí...................................................................................................... 18
Obrázek B.3c - V místě dopadu záření chybí obrobek............................................................................................................. 18
Obrázek B.3 - Příklady přiměřeně předvídatelných stavů....................................................................................................... 18
Obrázek B.4a - Laser pracuje s chybějícím vychylovacím zrcadlem.................................................................................... 19
Obrázek B.4b - Svazek vychýlený mimo zrcadlo při seřizování.............................................................................................. 19
Obrázek B.4c - Svazek expandoval mimo rozsah optických prvků systému....................................................................... 19
Obrázek B.4d - Předmět s reflexním povrchem vložený do dráhy svazku............................................................................ 19
Obrázek B.4 - Čtyři příklady bludných laserových svazků, které mohou být zachyceny dočasným krytem během
servisu................................................................................................................................................................................. 19
Obrázek B.5 - Znázornění ozáření ochranného krytu v průběhu opakovaných pracovních cyklů stroje......................... 20
Obrázek B.6a - Vypnutí při kontrole on-line............................................................................................................................... 20
Obrázek B.6b - Vypnutí při pooperační kontrole....................................................................................................................... 21
Obrázek B.6 - Dva příklady stanovení délky ozáření................................................................................................................ 21
Obrázek B.7 - Stanovení délky ozáření pro stroj bez kontroly................................................................................................. 21
Strana
Obrázek C.1 - Znázornění krytu stroje pro laserové obrábění............................................................................................... 23
Obrázek C.2 - Znázornění parametrů aktivního krytu laseru.................................................................................................. 24
Obrázek D.1 - Zjednodušený nákres zkušebního uspořádání.............................................................................................. 25
Obrázek F.1 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 1 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 10 s....................................................... 48
Obrázek F.2 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 1 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s.................................................... 48
Obrázek F.3 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 2 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 10 s....................................................... 49
Obrázek F.4 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 2 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s.................................................... 49
Obrázek F.5 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 3 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 10 s....................................................... 50
Obrázek F.6 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 3 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s.................................................... 50
Obrázek F.7 - Odolnost proti poškození krytu z hliníkového plechu o tloušťce 2 mm vystaveného rozostřenému
svazku CO2 laseru s kontinuálním vyzařováním po dobu 10 s................................................................................. 51
Obrázek F.8 - Odolnost proti poškození krytu z hliníkového plechu o tloušťce 2 mm vystaveného rozostřenému
svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s............................................................................... 51
Obrázek F.9 - Odolnost proti poškození krytu z nerezového ocelového plechu o tloušťce 1 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 10 s....................................................... 52
Obrázek F.10 - Odolnost proti poškození krytu z nerezového ocelového plechu o tloušťce 1 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s.................................................... 52
Obrázek F.11 - Odolnost proti poškození krytu z polykarbonátu tloušťce 6 mm vystaveného rozostřenému svazku
CO2 laseru s kontinuálním vyzařováním po dobu 10 s.............................................................................................. 53
Obrázek F.12 - Odolnost proti poškození krytu z polykarbonátu tloušťce 6 mm vystaveného rozostřenému svazku
CO2 laseru s kontinuálním vyzařováním po dobu 100 s............................................................................................ 53
Obrázek F.13 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 1 mm vystaveného
rozostřenému svazku Nd:YAG laseru po dobu 10 s................................................................................................... 54
Obrázek F.14 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 1 mm vystaveného
rozostřenému svazku Nd:YAG laseru po dobu 100 s................................................................................................. 54
Obrázek F.15 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 2 mm vystaveného
rozostřenému svazku Nd:YAG laseru po dobu 10 s................................................................................................... 55
Obrázek F.16 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 2 mm vystaveného
rozostřenému svazku Nd:YAG laseru po dobu 100 s................................................................................................. 55
Obrázek F.17 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 3 mm vystaveného
rozostřenému svazku Nd:YAG laseru po dobu 10 s................................................................................................... 56
Obrázek F.18 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 3 mm vystaveného
rozostřenému svazku Nd:YAG laseru po dobu 100 s................................................................................................. 56
Obrázek F.19 - Odolnost proti poškození krytu z hliníkového plechu o tloušťce 2 mm vystaveného rozostřenému
svazku Nd:YAG laseru po dobu 10 s............................................................................................................................. 57
Obrázek F.20 - Odolnost proti poškození krytu z hliníkového plechu o tloušťce 2 mm vystaveného rozostřenému
svazku Nd:YAG laseru po dobu 100 s........................................................................................................................... 57
Obrázek F.21 - Odolnost proti poškození krytu z nerezového ocelového plechu o tloušťce 1 mm vystaveného
rozostřenému svazku Nd:YAG laseru po dobu 10 s................................................................................................... 58
Obrázek F.22 - Odolnost proti poškození krytu z nerezového ocelového plechu o tloušťce 1 mm vystaveného
rozostřenému svazku Nd:YAG laseru po dobu 100 s................................................................................................. 58
Tabulka D.1 - Klasifikace krytů laseru........................................................................................................................................ 26
Tabulka F.1 - Způsob použití ALARP.......................................................................................................................................... 37
Úvod
U nízkých úrovní ozáření nebo dávky ozáření je výběr materiálu pro ochranu před laserovým zářením a jeho tloušťky dán především potřebou zajistit dostatečné optické utlumení. Avšak u vyšších úrovní ozáření je dalším důvodem schopnost laserového záření odstraňovat a ničit materiál ochranného krytu - tavením, oxidací nebo hořením, tedy procesy, které mohou vést k proniknutí laserového záření za běžných podmínek neprůhledným materiálem.
IEC 60825-1 se zabývá základními otázkami zahrnujícími ochranné kryty laserů, včetně ozáření osob, blokování a označování a obsahuje všeobecné pokyny pro konstrukci ochranných krytů pro lasery s vysokým výkonem.
Tato část IEC 60825 se zabývá pouze ochranou proti laserovému záření. Nebezpečí způsobené sekundárním zářením, které může během opracování materiálu vzniknout, zde není řešeno.
Ochranné kryty laserů mohou také vyhovovat normám pro ochranné brýle proti laserovému záření, ale tato shoda není dostatečnou zárukou, že vyhoví požadavkům této normy.
Tam, kde je použit termín "ozáření", zahrnuje použití termínů "ozáření nebo dávka ozáření, podle vhodnosti použití".
1 Rozsah platnosti
Tato část normy IEC 60825 stanovuje požadavky na ochranné kryty laserů, stálé nebo dočasné (například během oprav), které obklopují pracovní prostor laserů pro obrábění materiálů a specifikace pro speciální ochranné kryty laserů.
Tato norma platí pro všechny díly tvořící ochranný kryt včetně čirých (viditelně propustných) stínítek a pozorovacích oken, panelů, přepážek a zdí. Požadavky na komponenty dráhy svazku, ukončovače svazku a ostatní části ochranných krytů laserového zařízení, které neobklopují pracovní prostor, jsou zahrnuty v IEC 60825-1.
Navíc tato část IEC 60825 uvádí:
a) jak stanovit a specifikovat ochranné vlastnosti ochranných krytů laserů; a
b) jak vybrat ochranný kryt laseru.
2 Citované normativní dokumenty
Pro používání tohoto dokumentu jsou nezbytné dále uvedené referenční dokumenty. U datovaných odkazů platí pouze citovaná vydání. U nedatovaných odkazů platí poslední vydání referenčního dokumentu (včetně změn).
IEC 60825-1:1993 Safety of laser products - Part 1: Equipment classification, requirements and user’s
guide
(Bezpečnost laserových zařízení - Část 1: Klasifikace zařízení, požadavky a pokyny pro používání) 1
Změna 1 (1997)
Změna 2 (2001)
ISO 12100-1:2003 Safety of machinery - Basic concepts, general principles for design - Part 1: Basic
terminology, methodology
(Bezpečnost strojních zařízení - Základní pojmy, všeobecné zásady pro konstrukci - Část 1: Základní
terminologie, metodologie)
ISO 12100-2:2003 Safety of machinery - Basic concepts, general principles for design - Part 2: Technical
principles and specifications
(Bezpečnost strojních zařízení - Základní pojmy, všeobecné zásady pro konstrukce - Část 2: Technické
zásady)
ISO 11553-1:2005, Safety of machinery - Laser processing machines - Safety requirements
(Bezpečnost strojních zařízení - Stroje pro laserové opracování - Část 1: Všeobecné bezpečnostní
požadavky)
3 Definice
Jako doplnění k definicím uvedeným v IEC 60825-1, platí pro účely této části IEC 60825 následující definice.
3.1
ochranná doba aktivního ochranného krytu (active guard protection time)
minimální doba, vztažená k dané hodnotě ozáření na přední straně aktivního ochranného krytu, měřená od okamžiku vyslání pokynu k zastavení vyzařování aktivním ochranným krytem, po kterou aktivní ochranný kryt bezpečně zabrání laserovému záření přístupnému na jeho zadní straně překročit AEL třídy 1
3.2
pokyn k zastavení vyzařování vyslaný aktivním ochranným krytem (active guard termination signal)
pokyn vyslaný aktivním ochranným krytem jako reakce na intenzivní ozáření laserovým zářením na jeho přední straně, který je určen k automatickému zastavení vyzařování laseru
POZNÁMKA Působení bezpečnostního blokování způsobujícího rozpojení obvodu je v kontextu normy považováno za „pokyn“.
_______________
1 Existuje vydání (1.2), zahrnující IEC 60825-1 (1993) a jeho Změnu 1 (1997) a 2 (2001).
3.3
aktivní ochranný kryt laseru (active laser guard)
ochranný kryt, který je součástí bezpečnostního řídicího systému; řídicí systém vysílá pokyn k zastavení vyzařování jako reakci na působení laserového záření na přední stranu ochranného krytu laseru
3.4
předvídatelný limit ozáření (FEL) (foreseeable exposure limit)
maximální ozáření laserovým zářením na přední straně ochranného krytu laseru v době mezi servisními prohlídkami, stanovené za normálních podmínek a přiměřeně předvídatelných poruchových stavů
3.5
přední strana (front surface)
strana ochranného krytu určená k ozáření laserovým zářením
3.6
ochranný kryt laseru (laser guard)
fyzická bariéra, která omezuje rozsah nebezpečného prostoru tím, že brání laserovému záření přístupnému na zadní straně krytu překročit limit AEL pro třídu 1
3.7
stroj pro laserové obrábění (laser processing machine)
stroj, který využívá laserového záření k opracování materiálu a spadá do rozsahu platnosti normy
ISO 11553-1
3.8
doba potřebná pro zastavení vyzařování (laser termination time)
maximální doba, která uběhne od vyslání pokynu k zastavení vyzařování do skutečného zastavení vyzařování
POZNÁMKA Doba potřebná k zastavení vyzařování neodpovídá odezvě aktivního ochranného krytu laseru, ale odezvě stroje pro laserové obrábění, zejména pak odezvě bezpečnostní uzávěrky laseru
3.9
doba mezi servisními prohlídkami (maintenance inspection interval)
doba mezi dvěma po sobě následujícími bezpečnostními servisními prohlídkami ochranného krytu laseru
3.10
pasivní ochranný kryt laseru (passive laser guard)
ochranný kryt laseru, který při svém působení využívá pouze své fyzikální vlastnosti
3.11
pracovní prostor (process zone)
prostor, ve kterém svazek laseru působí na opracovávaný materiál
3.12
speciální ochranný kryt (proprietary laser guard)
pasivní nebo aktivní ochranný kryt laseru, nabízený jeho výrobcem jako kryt se specifikovanými ochrannými limity ozáření
3.13
ochranný limit ozáření (PEL) (protective exposure limit)
maximální ozáření přední strany ochranného krytu laseru, který je určen k tomu, aby zabránil laserovému záření přístupnému na zadní straně krytu překročit AEL třídy 1
POZNÁMKA 1 V praxi se může vyskytnout více než jedno maximální ozáření.
POZNÁMKA 2 Různým oblastem na krytu mohou být přiřazeny různé ochranné limity ozáření (PEL), pokud jsou tyto oblasti zřetelně identifikovatelné (například pozorovací okno tvořící nedílnou část ochranného krytu).
3.14
zadní strana (rear surface)
všechny povrchy ochranného krytu laseru, které jsou odvrácené od dopadajícího laserového záření
a které jsou normálně přístupné uživateli
3.15
přiměřeně předvídatelný (reasonably foreseeable)
událost (nebo podmínky), která je věrohodná a jejíž pravděpodobnost výskytu (nebo existence) nemůže být opominuta
3.16
bezpečnostní servisní prohlídka (safety maintenance inspection)
zadokumentovaná prohlídka provedená v souladu s pokyny výrobce
3.17
dočasný ochranný kryt laseru (temporary laser guard)
náhradní nebo doplňující aktivní nebo pasivní ochranný kryt laseru určený k omezení nebezpečného prostoru během údržby stroje pro laserové obrábění
4 Stroje pro laserové obrábění
Tato kapitola stanovuje požadavky na ochranné kryty laserů, které obklopují pracovní prostor a jsou
dodávány výrobcem strojů pro laserové obrábění.
4.1 Požadavky na konstrukční provedení
Ochranný kryt laseru musí odpovídat požadavkům ISO 12100-2 při respektování všeobecných požadavků na kryty a také dalších zvláštních požadavků s ohledem na jejich umístění a způsob upevnění. Navíc musí být splněny následující zvláštní požadavky na lasery.
4.1.1 Všeobecné požadavky
Ochranný kryt laseru, umístěný v jeho stanovené pozici, nesmí umožnit vznik žádného sekundárního rizika na jeho zadní straně nebo za ní, pokud je vystaven laserovému ozáření do hodnoty předpokládaného ochranného limitu ozáření.
POZNÁMKA 1 Příklady sekundárních rizik zahrnují: vysokou teplotu, uvolňování toxických materiálů, oheň, explozi, elektřinu.
POZNÁMKA 2 Stanovení předpokládaného ochranného limitu ozáření viz přílohu B.
4.1.2 Části krytů podléhající provoznímu opotřebení
Výměně částí ochranných krytů laserů, které jsou náchylné k poškození působením laserového záření, musí být věnována náležitá pozornost.
POZNÁMKA Příkladem takové části může být ochranné nebo vyměnitelné stínítko.
4.2 Požadavky na ochranné vlastnosti
4.2.1 Všeobecně
Když je přední strana ochranného krytu vystavena působení laserového záření předpokládaného limitu ozáření, musí ochranný kryt zabránit překročení hodnot AEL pro třídu 1 u přístupného záření na své zadní straně, po celou dobu mezi servisními prohlídkami. Pro automaticky řízené stroje pro laserové obrábění musí být minimální interval mezi servisními prohlídkami 8 hodin.
Tento požadavek musí být splněn po celou stanovenou životnost ochranného krytu za předpokládaných provozních podmínek.
POZNÁMKA 1 Tento požadavek v sobě zahrnuje jak nízký přenos laserového záření, tak odolnost vůči poškození způsobenému laserovým zářením.
POZNÁMKA 2 Některé materiály mohou ztratit své ochranné vlastnosti vlivem stárnutí, vystavení ultrafialovému záření, působením určitých plynů, teploty, vlhkosti a dalších vlivů okolního prostředí. Navíc některé materiály budou při ozáření laserovým zářením vysoké intenzity přenášet laserové záření, dokonce i v případech, kdy nebudou viditelně poškozeny (tzv. vratné zbělení).
4.2.2 Aktivní ochranné kryty laseru
a) Ochranná doba aktivního krytu laseru musí být delší než doba potřebná pro zastavení vyzařování pro předpokládané ochranné limity ozáření.
b) Vyslání pokynu k zastavení vyzařování aktivním ochranným krytem musí způsobit spuštění vizuálního nebo akustického výstražného zařízení. Pro obnovení provozu laseru se vyžaduje ruční spuštění.
POZNÁMKA Pro vysvětlení definovaných výrazů viz přílohu C.2.
4.3 Kontrola
Jestliže se výrobce strojů pro laserové obrábění rozhodne vyrobit ochranný kryt, musí zajistit, že kryt vyhovuje požadavkům na konstrukční provedení podle 4.1 a splní požadavky na ochranné vlastnosti stanovené v 4.2.
POZNÁMKA Pro výběr konstrukčního řešení a výběr ochranného krytu viz přílohu A.
4.3.1 Kontrola ochranných vlastností
4.3.1.1 Úplný ochranný kryt laseru, nebo odpovídající vzorek materiálu konstrukce ochranného krytu, se musí zkoušet pro každou zjištěnou FEL.
POZNÁMKA 1 Tabulka předdefinovaných hodnot PEL pro běžné kombinace laserů a materiálů krytu, společně s vhodnými zkušebními postupy musí být vydána jako informativní příloha v příští změně této normy. Tím se pro většinu případů vytvoří jednoduchá alternativa k přímému zkoušení.
POZNÁMKA 2 Pro stanovení hodnot FEL viz přílohu B.
4.3.1.2 Pro účely zkoušek může být ozáření FEL stanoveno buď:
a) výpočtem nebo měřením ozáření a zopakováním stejných podmínek; nebo
b) bez stanovení FEL, vytvořením podmínek existujících ve stroji, při kterých je FEL produkována.
Podmínky ochranného krytu nebo vzorku musí být takové, aby napodobovaly fyzikální podmínky na přední straně krytu povolené v rozsahu daném pokyny k pravidelné prohlídce a provozní životností ochranného krytu, které minimalizují ochranné vlastnosti proti laserovému záření (například opotřebování, trhliny a znečištění povrchu) (viz 4.4.2).
4.4 Informace pro uživatele
4.4.1 Výrobce musí zdokumentovat a uživateli poskytnout údaj o intervalu mezi servisními prohlídkami ochranného krytu laseru, podrobnosti o prohlídkách a zkušebních postupech, čištění, výměně nebo opravě poškozených částí, včetně všech omezení použití.
4.4.2 Výrobce musí zpracovat a uživateli poskytnout pokyny obsahující upozornění, že po každém uvedení bezpečnostního řídicího systému aktivního ochranného krytu laseru do provozu musí být tato skutečnost řádně vyšetřena, musí být provedeny kontroly možného poškození a před opětným spuštěním systému musí být přijata a provedena potřebná nápravná opatření.
5 Speciální ochranné kryty
Tento článek stanovuje požadavky, které musí splnit dodavatelé speciálních ochranných krytů laserů.
5.1 Požadavky na konstrukční provedení
Speciální ochranný kryt laserů nesmí způsobit žádné sekundární riziko na své zadní straně nebo za ní, pokud je vystaven laserovému záření s intenzitou nižší než specifikované limity PEL a jsou používány za podmínek stanovených v informacích pro uživatele (viz 5.6).
5.2 Požadavky na ochranné vlastnosti
Přístupné záření na zadní straně ochranného krytu nesmí překročit AEL pro třídu 1, pokud na přední stranu krytu dopadá laserové záření daných PEL. Pro aktivní ochranný kryt se toto ustanovení použije pro laserové záření přístupné po uplynutí ochranné doby aktivního ochranného krytu, měřené od okamžiku vyslání pokynu k zastavení vyzařování.
Tento požadavek musí být splněn po celou předpokládanou dobu životnosti ochranného krytu při daných provozních podmínkách.
5.3 Požadavky na specifikaci
Úplná specifikace PEL musí obsahovat následující informace:
a) velikost ozáření a dávky ozáření a jejich změnu v čase na přední straně ochranného krytu (v jednotkách Wm-2 nebo Jm-2), stanovující horní hranici pro oblast ozáření;
b) celkovou délku ozáření za daných podmínek;
c) vlnovou délku, pro kterou PEL platí;
d) úhel dopadu a pokud to má smysl, polarizaci dopadajícího laserového záření;
e) minimální rozměry ozářené plochy (například se může použít aktivní ochranný kryt s diskrétními
senzory, takže laserový svazek malého průměru může proniknout krytem bez zachycení);
f) pro aktivní ochranný kryt jeho ochranná doba.
POZNÁMKA 1 Pro vysvětlení definovaných pojmů viz přílohu B.1.
POZNÁMKA 2 Ve všech případech by měl být přednostně stanoven rozsah hodnot, nebo jejich množina, než jediná hodnota.
POZNÁMKA 3 Grafická forma prezentace hodnot (například ozářenost a délka trvání záření s ostatními parametry konstantními) je přípustná.
5.4 Požadavky na zkoušky
5.4.1 Všeobecně
Zkoušky musí být prováděny při použití kompletního ochranného krytu laseru nebo odpovídajícího vzorku materiálu použitého pro výrobu ochranného krytu. V obou případech musí být podmínky pro kryt nebo vzorky takové, aby věrně odpovídaly, nebo byly horší než přípustné fyzikální podmínky na přední straně krytu, včetně redukovaného zrcadlení na povrchu a poškození v rozsahu daném pokyny k pravidelné prohlídce (viz 5.6).
Intenzita ozáření na přední straně musí být buď podle specifikace PEL, nebo v případě zkoušek na vzorku, podle specifikace v 5.4.2.
Jestliže je přední strana krytu vystavena podmínkám ozáření daným PEL, přístupné záření měřené na zadní straně ochranného krytu nesmí překročit AEL pro třídu 1 (zkoušky popsané v 8 normy 60825-1). Toto ustanovení platí pro dobu trvání ozáření specifikovanou v PEL. Pro aktivní ochranný kryt se toto ustanovení použije pro laserové záření přístupné po uplynutí ochranné doby aktivního ochranného krytu, měřené od okamžiku vyslání pokynu k zastavení vyzařování.
POZNÁMKA V případech, kdy jsou použity materiály neprůhledné při vlnových délkách laserového záření (např. kovy), dosáhne přenášené záření AEL třídy 1 pouze v případě, když bude úplně (nebo téměř úplně) odstraněn materiál v místě dráhy k zadní straně krytu. V takových případech bude nárůst z nulového přenosu k hodnotám mnohonásobně převyšujícím AEL třídy 1 rychlý a nebudou požadovány citlivé detektory záření.
5.4.2 Zkoušení vzorků
Zkoušení vzorků ochranných krytů laseru musí být prováděno ozářením přední strany krytu, v souladu s postupy určenými v Příloze D.
5.5 Požadavky na označování
5.5.1 Veškeré označení musí být provedeno na zadní straně krytu.
5.5.2 V případech, kdy je orientace krytu důležitá, musí být jasně vyznačena zadní strana krytu.
5.5.3 Pokud je pouze část přední strany schopna fungovat jako ochranný kryt laseru, musí být tato plocha zřetelně vyznačena pomocí výrazně barevné čáry a nápisu označujícího vnější okraje ochranného krytu laseru.
5.5.4 Označení musí udávat úplnou specifikace PEL.
5.5.5 Musí být uvedeno jméno výrobce, datum a místo vyrobení podle požadavků ISO 11553-1, dále musí být uveden stupeň shody s požadavky této normy.
5.6 Informace pro uživatele
Jako doplněk ke specifikacím uvedeným v 5.3, musí být uživateli výrobcem speciálních ochranných krytů dodány následující informace:
a) popis povoleného způsobu použití ochranného krytu laseru;
b) popis způsobu montáže a připojení ochranného krytu laseru;
c) informace o instalaci ochranného krytu - pro aktivní ochranné kryty musí obsahovat popis rozhraní a požadavky na napájení ochranného krytu;
d) požadavky na údržbu, včetně podrobností prohlídek a zkušebních postupů, čištění, výměny nebo oprav poškozených částí;
e) instrukce, že po každém uvedení bezpečnostního řídicího systému aktivního ochranného krytu do provozu se musí případ vyšetřit, že se musí provést kontrola na případné poškození a před opětovným uvedením do provozu musí být přijata nápravná opatření;
f) štítky podle 5.5 a jejich umístění. Pokud je ochranným krytem laseru pouze část přední strany krytu, musí být tato část označena;
g) stupeň shody s požadavky této normy.
Příloha A (informativní)
Všeobecné pokyny pro provedení a výběr ochranných krytů laserů
A.1 Provedení ochranných krytů laserů
A.1.1 Pasivní ochranné kryty laserů
Příklady provedení pasivních ochranných krytů laserů zahrnují:
a) Spolehlivě tepelně vodivý kovový panel, v případě potřeby navíc chlazený ofukováním vzduchem nebo vodou. Úkolem chlazení je udržet povrchovou teplotu panelu pod hranicí tavení kovu za normálních podmínek a v přiměřeně předvídatelných stavech.
b) Průsvitná deska, pro záření laseru dané vlnové délky neprůsvitná, na kterou nemá za normálních provozních podmínek stroje na laserové obrábění nízká hodnota ozáření žádný vliv.
A.1.2 Aktivní ochranné kryty laserů
Příklady provedení aktivních ochranných krytů laserů zahrnují:
a) Ochranný kryt s vloženými diskrétními snímači teploty, které zjišťují přehřátí.
POZNÁMKA Mezery mezi snímači musí být voleny s ohledem na minimální rozměry laserového svazku při poruše.
b) Ochranný kryt tvořený dvěma panely, mezi nimiž je stlačená kapalina nebo plynné medium a vybavený snímači tlaku, které registrují snížení tlaku vlivem proděravění přední strany krytu.
A.1.3 Signalizace nebezpečí (pasivní ochranné kryty)
Tam, kde je to proveditelné, by měl být zajištěna viditelná signalizace ozáření ochranného krytu nebezpečnou dávkou. Například použitím nátěru vhodné barvy na obě strany krytu.
A.1.4 Napájení (aktivní ochranné kryty)
Pokud je pro správnou funkci aktivního ochranného krytu požadováno napájení, musí být napájení
provedeno tak, že v případě jeho výpadku není možné uvést laser do provozu.
A.2 Výběr ochranných krytů laseru
Jednoduchý postup výběru ochranného krytu je uvedený dále.
a) stanovte nejvhodnější pozici pro umístění ochranného krytu laseru a odhadněte pro tuto pozici
hodnoty FEL. Návod na stanovení hodnot FEL je uveden v příloze B.
b) pokud je to nezbytné, minimalizujte hodnoty FEL při poruchových stavech, přednostně vložením automatického sledování do stroje, které zjistí poruchový stav a omezí délku trvání ozáření. Možnými alternativami jsou:
– zajištění, že ochranný kryt laseru je dostatečně daleko od ohniska svazku, tvořeného zaostřovací optikou;
– instalace poškoditelných částí ochranného krytu (například sledovací okna) v místech vzdálených od oblastí, které mohou být vystaveny vysoké intenzitě záření;
– posunutí ochranného krytu laseru dále od pracovního prostoru laseru;
– přidání následujících požadavků do základní provozní dokumentace pro dočasné ochranné kryty:
§ přítomnost jedné nebo více osob, které dohlíží na podmínky na přední straně krytu, pro
omezení stanovené délky ozáření pasivního ochranného krytu;
§ použití řídicího prvku fungujícího pouze při stlačení obsluhující osobou, která dohlíží na podmínky na přední stěně krytu, pro omezení stanovené délky ozáření pasivního ochranného krytu laseru;
§ umístění doplňujících místních dočasných ochranných krytů, apertur a zapouzdření svazku, které pohltí poruchové laserové svazky;
§ ohraničí se nebezpečný prostor výstražnými zařízeními, varujícími před poruchovým svazkem a ochranné kryty umístěné za tímto nebezpečným prostorem pro omezení stanovené délky ozáření;
– pokud jsou použity dočasné ochranné kryty, začlení se přímo do provedení stroje taková řídicí zařízení, která umožní zlepšené řízení svazku laseru během údržby, jako například:
§ držáky pro přesné umístění doplňkových komponent pro tvarování svazku (například vychylovací zrcadla) používané během údržby;
§ zarážky, které umožní pouze omezený rozsah vychýlení svazku.
Dále jsou uvedeny tři různé možnosti. Jejich pořadí neurčuje žádnou preferenci v použití.
A.2.1 Možnost 1: Pasivní ochranný kryt laseru
Toto je nejjednodušší možnost.
POZNÁMKA Provedení a kontrola jakosti jsou zvlášť důležité tam, kde je převažující absorbce na vlnové délce záření laseru díky malému množství aditiv, jako například barviv u plastů. V takových případech, když výrobce materiálu nespecifikuje koncentraci absorbentu, nebo optickou hustotu při vlnové délce laseru, musí se nejprve na vzorcích ze stejné šarže materiálu provést zkoušky podle 4.3.1.
A.2.2 Možnost 2: Aktivní ochranný kryt laseru
Pokud nemůže být hodnota FEL omezena na hodnotu, při které běžné materiály krytu poskytují dostatečnou ochranu formou pasivního ochranného krytu, může být vždy použit aktivní ochranný kryt.
A.2.3 Možnost 3: Speciální ochranný kryt laseru
Speciální ochranný kryt laseru může být použit když odhadnuté hodnoty FEL jsou nižší než hodnoty PEL, garantované výrobcem ochranných krytů laseru.
Příloha B (informativní)
Stanovení předvídatelných limitů ozáření (FEL)
B.1 Všeobecně
Hodnoty FEL mohou být stanoveny buď pomocí měření nebo výpočtem (viz níže).
Norma ISO 14121 obsahuje všeobecnou metodologii pro stanovení nebezpečí. Stanovení by mělo zahrnovat vliv kumulativního ozáření při normálních provozních podmínkách (například během každého pracovního cyklu stroje) za dobu mezi bezpečnostními servisními prohlídkami.
Na základě tohoto stanovení nebezpečí by měla být určena nejnáročnější kombinace intenzity ozáření, plochy ozáření a délky ozáření. Je velmi pravděpodobné, že bude stanoveno několik hodnot FEL; například jedna podmínka může maximalizovat délku ozáření při relativně nízké intenzitě ozáření, zatímco jiná může maximalizovat intenzitu ozáření během krátké doby ozáření.
Úplná specifikace FEL zahrnuje následující informace.
a) Maximální intenzitu ozáření na přední straně ochranného krytu.
POZNÁMKA Intenzita ozáření je vyjádřena jako celkový výkon nebo energie dělená podle potřeby buď plochou přední strany krytu, nebo plochou určité specifikované oblasti krytu.
b) Každý horní limit pro plochu ozáření přední strany pro tuto úroveň intenzity ozáření.
POZNÁMKA Pro ochranu před ozářením rozptýleným svazkem není žádný vhodný horní limit, zatímco pro ochranu před přímým ozářením svazkem laseru by měl vhodný horní limit stanoven.
c) Časová charakteristika ozáření, tzn. zda-li se jedná o kontinuální nebo pulzní ozáření a v druhém případě délka pulzu a opakovací frekvence pulzu.
d) Celková délka ozáření.
POZNÁMKA Pro vysvětlení tohoto pojmu viz B.4.
e) Vlnová délka záření.
f) Úhel dopadu záření (a pokud to má smysl) i polarizaci záření.
POZNÁMKA 1 Stanovení úhlu dopadu je zvlášť důležité pro ochranné kryty laserů využívajících interferenčních vrstev pro odraz dopadajícího laserového záření.
POZNÁMKA 2 POZOR: Při Brewsterově úhlu dopadu "p" je polarizované záření pevně spojeno s povrchem krytu.
g) Minimální rozměr ozářené plochy (například to může platit pro aktivní ochranný kryt s diskrétními snímači, kde laserový svazek malého průměru může proniknout skrz ochranný kryt, aniž by byl průnik zaregistrován).
h) Pro aktivní ochranný kryt jeho ochranná doba.
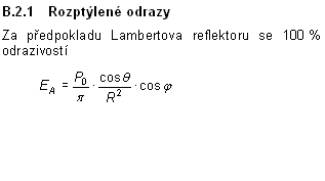
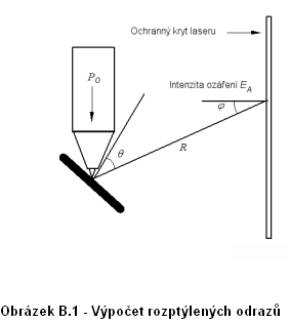
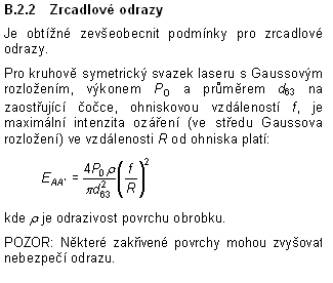
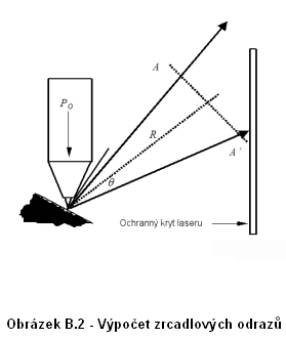
B.2 Odrazy laserového záření
|
|
|
|
|
|
|
|
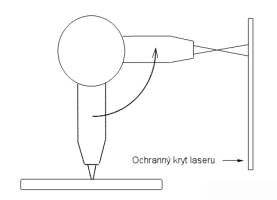
B.3 Příklady podmínek pro stanovení FEL
Hodnoty FEL by měly být stanoveny pro nejhorší přiměřeně předvídatelné kombinace možných parametrů laseru, materiálu opracovávaného tělesa, geometrie a procesů pravděpodobně dosažitelných během normálních provozních podmínek (norma IEC/TR 60825-14 obsahuje návod pro uživatele).
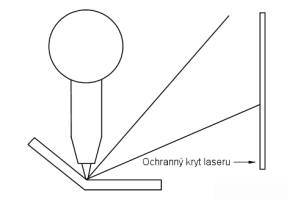
Obrázek B.3b - Ohnutí obrobku nebo jeho špatné upnutí
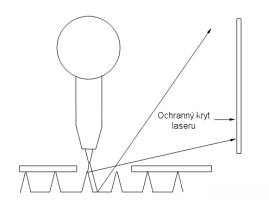
Obrázek B.3c - V místě dopadu záření chybí obrobek
Obrázek B.3 - Příklady přiměřeně předvídatelných stavů
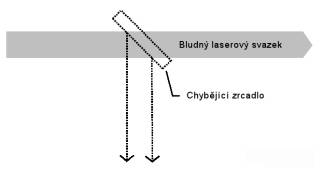
Obrázek B.4a - Laser pracuje s chybějícím vychylovacím zrcadlem
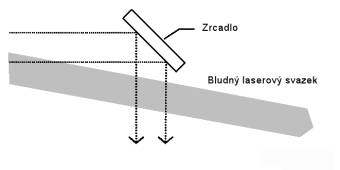
Obrázek B.4b - Svazek vychýlený mimo zrcadlo při seřizování
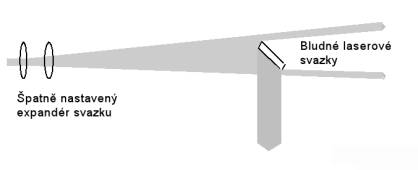
Obrázek B.4c - Svazek expandoval mimo rozsah optických prvků systému
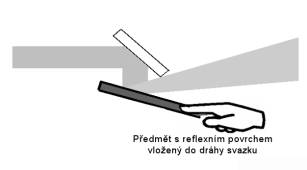
Obrázek B.4d - Předmět s reflexním povrchem vložený do dráhy svazku
B.4 Délka ozáření
B.4.1 Bezporuchový provoz
Během bezporuchového provozu může docházet k ozařování ochranného krytu odraženým, rozptýleným nebo propuštěním zářením nízkých úrovní, které se opakuje během každého strojového cyklu. V tomto případě by měla stanovená hodnota FEL pro bezporuchový provoz zahrnovat změny intenzity ozáření krytu během cyklu, opakované pro maximální počet pracovních cyklů mezi bezpečnostními servisními prohlídkami.
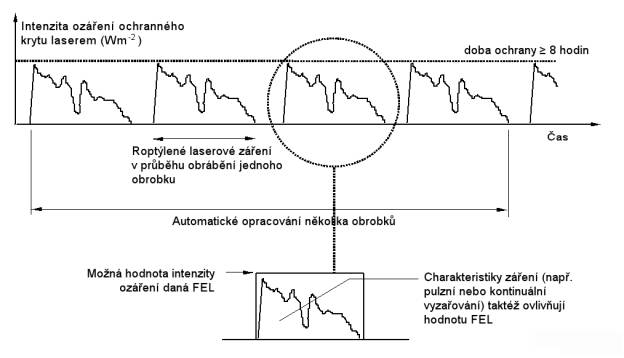
Obrázek B.5 - Znázornění ozáření ochranného krytu v průběhu opakovaných pracovních
cyklů stroje
B.4.2 Podmínky při poruchovém stavu
Bezpečnostní řídicí systém zahrnující určité způsoby monitorování stavu stroje může omezit dobu, po kterou musí ochranný kryt při poruchovém stavu bezpečně vydržet nebezpečné záření. Dále jsou uvedeny dva příklady.
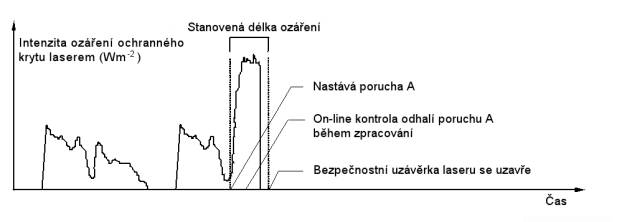
Obrázek B.6a - Vypnutí při kontrole on-line
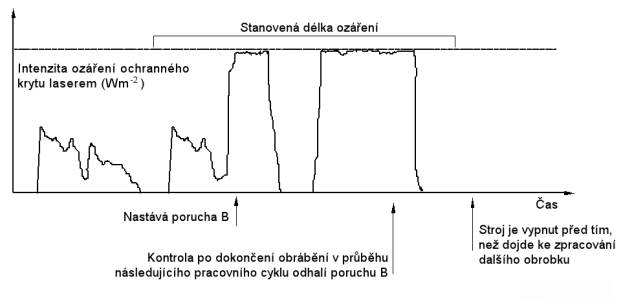
Obrázek B.6b - Vypnutí při pooperační kontrole
Obrázek B.6 - Dva příklady stanovení délky ozáření
Pro přiměřeně předvídatelné poruchové stavy, které nejsou zjištěny některým bezpečnostním řídicím systémem, je stanovená doba ozáření rovná době mezi bezpečnostními servisními prohlídkami.
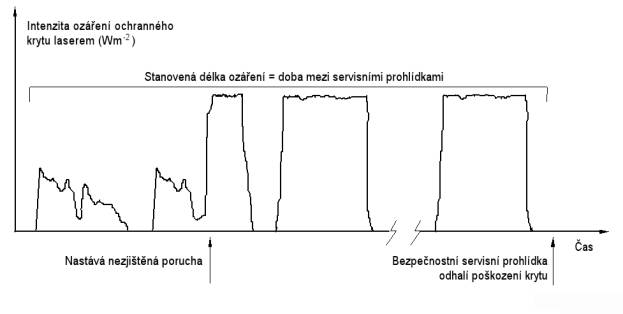
Obrázek B.7 - Stanovení délky ozáření pro stroj bez kontroly
B.4.3 Údržba
Faktory, které mají přímý vliv na dobu zastavení vyzařování laseru, měřenou od okamžiku vzniku ozáření dočasného krytu během údržby, jsou:
– použití laseru s přednastavenou dobou provozu;
– stupeň kontroly vzniku poruchového stavu;
– přítomnost osob dohlížejících na podmínky na krytu (pasivní kryty);
– použití řídicího prvku fungujícího pouze při stlačení obsluhující osobou;
– úroveň výstrahy poskytované působením intenzivního záření na ochranný kryt (pasivní kryt);
– stupeň zakrytí přední strany krytu (pasivní kryty);
– celková plocha krytu, která musí být kontrolována (pasivní kryty);
– úroveň proškolení provozního personálu.
Stanovení nebezpečí by měl být provedeno kvůli identifikaci nebezpečných situací a pro odhadnutí předvídatelných úrovní ozáření. Tam, kde se vyžaduje pro omezení délky ozáření dočasného krytu zásah člověka, neměla by být použita doba kratší než 10 s. U dočasných ochranných krytů by měla být pro zajištění schopnosti poskytnout ochranu použita všechna přiměřeně použitelná technická a administrativní opatření.
B.5 Citovaná norma
ISO 14121:1999 Safety of machinery - Principles of risk assessment
Příloha C (informativní)
Vysvětlení definovaných termínů
C.1 Rozdíly mezi FEL a PEL
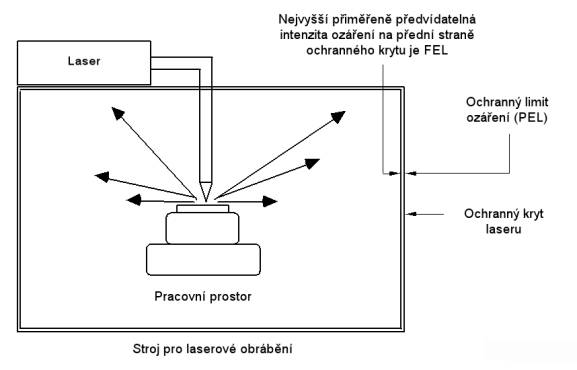
Obrázek C.1 - Znázornění krytu stroje pro laserové obrábění
Předpokládaný limit ozáření (FEL) v určitém místě, kde je ochranný kryt umístěn, je maximální ozáření odhadnuté výrobcem stroje pro laserové obrábění, stanovené při normálních provozních podmínkách a přiměřeně předvídatelných poruchových stavech. Hodnoty FEL definují minimální hodnoty ochranného limitu ozáření (PEL) krytu laseru, který může být použit v daném místě.
Hodnoty PEL vyznačují schopnost ochranného krytu laseru chránit před dopadajícím laserovým zářením. Výrobce stroje pro laserové obrábění musí provést zkoušky, které potvrzují vhodnost ochranných krytů laseru. To může být provedeno přímým zkoušením, nebo stanovením hodnoty PEL krytu, nebo zakoupením speciálního ochranného krytu laseru, pro který je hodnota PEL specifikována.
C.2 Parametry aktivních ochranných krytů
Aktivní ochranné kryty mají dvě základní části:
a) fyzická bariéra, vysoce zeslabující záření pro vlnovou délku laseru, působící jako pasivní ochranný kryt laseru pro nízké úrovně laserového záření (například rozptýleně rozložené záření) a odolávající proniknutí nebezpečné úrovně dopadajícího záření pouze po omezenou (krátkou) dobu;
b) bezpečnostní řídicí systém, obsahující čidlo, které detekuje nebezpečné úrovně dopadajícího laserového záření buď přímo nebo nepřímo (například měřením teploty nebo detekováním nějakého jiného efektu způsobeného laserovým zářením na některé části ochranného krytu laseru) a potom vysílá signál způsobující ukončení vyzařování laseru (například přerušením obvodu bezpečnostního blokování, a tedy odpojením napájecího zdroje laseru, nebo uzavřením bezpečnostní uzávěrky).
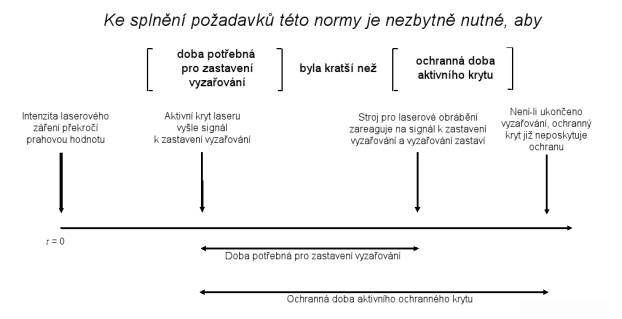
Ochranné kryty laseru budou během normálních provozních podmínek strojů pro laserové obrábění často vystaveny nízkým hodnotám intenzity ozáření. Protože kryt není takovým zářením ohrožen, čidlo nezareaguje. Naopak, čidlo musí být seřízeno tak, aby reagovalo pouze na dopadající záření, jehož intenzita překročí prahovou hodnotu, při které je ohrožena celistvost ochranného krytu. Mezi okamžikem dopadu laserového záření a ozářením překračujícím prahovou hodnotu a okamžikem, kdy aktivní ochranný kryt
vyšle pokyn k ukončení vyzařování laseru je časové zpoždění. Podobně existuje zpoždění, nazývané doba ukončení vyzařování laseru, mezi okamžikem, kdy aktivní ochranný kryt vyšle pokyn k ukončení vyzařování a okamžikem, kdy k ukončení vyzařování skutečně dojde.
Obrázek C.2 - Znázornění parametrů aktivního krytu laseru
Příloha D (normativní)
Zkoušení speciálních krytů laserů
D.1 Všeobecně
Je nutné vzít na vědomí, že je nepřípustné použít laser s vyšším výkonem k simulaci parametrů laseru s nižším výkonem pomocí změny vzdálenosti od ohniska, protože kvalita svazku i další jeho vlastnosti jsou pravděpodobně odlišné nebo neočekávané.
Výsledky zkoušek zde popsaných jsou omezeny pro lasery použitých parametrů a platí pouze pro ně, a tedy by měly tyto výsledky sloužit pouze pro účely porovnávání.
Hodnoty ochranného limitu ozáření (PEL W.m-2) jsou použitelné pouze pro rozměry svazku dopadajícího na kryt použité při zkouškách. Tyto rozměry svazku na krytu mají být uvedeny výrobcem krytu, protože hraniční hodnota ozáření, která označuje ochranu, se zmenšuje s tím, jak rostou rozměry svazku.
D.2 Zkušební podmínky
Zkoušený limit ozáření (W.m-2 pro lasery s kontinuálním vyzařováním nebo J.m-2 pro pulzní lasery) má být stanoven zkouškami prováděnými při ozáření jedné strany vzorku reprezentativní tloušťky, složení a rozměrů nejméně trojnásobkem maximálního rozměru svazku (1/e2) dopadajícím na místo ozáření (čímž je zajištěno, že je brán zřetel i na tok vyzařovaného tepla). Konstrukční upevňující prvky mohou být zahrnuty do zkoušky pouze v tom případě, že jsou nezbytné pro zajištění konstrukce a celistvosti krytu. V případě nekruhového svazku, musí být specifikována geometrie svazku použitého při zkoušce. Nekruhové svazku jsou ty svazky, u kterých je rozdíl mezi nejmenším a největším rozměrem svazku větší než 10 %.
POZNÁMKA Požadavek na specifikaci geometrie zkušebního svazku je dán vlivem geometrie na rozložení tepla na vzorku.
Jestliže je pro zkoušky nezbytné použít držák vzorku, potom maximální překrytí okraje vzorku držákem nesmí být větší než 3 mm od okraje vzorku. Upevňovací prvky, které jsou v kontaktu se vzorkem, by měly být tepelně izolovány (například keramikou apod.) v souladu s úrovní dosahovaných teplot.
Vzorek by měl být kolmý (+3° pro zabránění zpětných odrazů) ke svazku laseru s osou svazku zaměřenou do středu vzorku ve vzdálenosti F1 podle Obrázku D.1. Vzdálenost F1 od ohniskového bodu nesmí být větší než trojnásobek ohniskové vzdálenosti (F) zaostřující čočky.
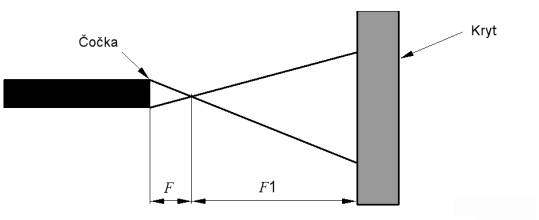
Obrázek D.1 - Zjednodušený nákres zkušebního uspořádání
Pro pasivní kryty: přístupné ozáření laserem na zadní straně vzorku nesmí během zkušebního ozáření překročit AEL pro třídu 1. Délka ozáření je závislá na periodicitě ozáření stanovené výrobcem speciálního krytu laseru.
POZNÁMKA Provozní kontrolní intervaly speciálních krytů laseru by měl stanovit jejich výrobce s použitím
klasifikace T1, T2 nebo T3 tak, jak je uvedeno v Tabulce D.1.
Tabulka D.1 - Klasifikace krytů laseru
|
Klasifikace zkoušky |
Provozní kontrolní interval s |
Doporučené použití krytu laseru |
|
T1 |
30 000 |
Použití v automatických strojích |
|
T2 |
100 |
Pro operace s krátkým cyklem a přerušovanou kontrolu |
|
T3 |
10 |
Pro nepřetržitou kontrolu pomocí sledování |
Pro aktivní kryty musí být splněny následující dvě zkoušky:
a) aktivní kryt laseru musí vyslat signál pro ukončení vyzařování laseru (který je určený k automatickému ukončení vyzařování laseru) jako odezvu na jakékoliv ozáření jeho přední strany laserovým zářením překračujícím specifikované ozáření. Přiměřeně předvídatelná porucha v systému aktivního krytu laseru nesmí vést ke ztrátě bezpečnostní funkce. Přiměřeně předvídatelná porucha v prvku krytu musí být zjištěna před nebo nejpozději při příštím požadavku na bezpečnostní funkci.
b) přístupné laserové záření na zadní straně vzorku pasivního krytu laseru, včleněného do aktivního krytu laseru, nesmí překročit AEL pro třídu 1 v důsledku jakéhokoliv ozáření jeho přední strany laserovým zářením menším nebo rovným specifikovanému ozáření pro délku ozáření větší než je specifikovaná ochranná doba aktivního krytu (jak je definována v 3.1).
D.3 Ochranný limit ozáření (PEL)
Ochranný limit ozáření (PEL) (jak je definován v 3.13) stanovený výrobcem, musí být rovný zkoušenému limitu ozáření, který splňuje výše uvedené podmínky, vynásobený korekčním činitelem 0,7, t.j.
PEL = 0,7 ´ zkoušený limit ozáření
Příloha E (informativní)
Pokyny pro uspořádání a instalaci krytů laseru
E.1 Přehled
Tato informativní příloha upřesňuje uspořádání a instalaci krytů ochraňujících personál před nebezpečím laserového záření v pracovním prostoru laserového zařízení pro obrábění. Tyto pokyny jsou určeny pro použití výrobcem a/nebo uživatelem. Tato příloha zahrnuje kryty jak pro samostatně stojící zařízení pracující s laserem (viz ISO 11553-1)2), tak dodatečné kryty (často instalované uživatelem) u nichž je požadováno bezpečné spojení s laserovým obráběcím zařízením. Problémy ochrany proti ostatním nebezpečím (která zahrnují ohrožení vlivy mechanickými a elektrickými, vlivy uvolňovaných plynů a vlivy sekundárních ozáření) tato příloha detailně nerozebírá.
E.2 Všeobecně
E.2.1 Úvod
Kryty laseru jsou požadovány pro omezení rizik spojených s prací s laserovým zařízením a rovněž pro omezení přidružených rizik souvisejících s laserovým obráběním. Některé z krytů mohou tvořit součást laserového obráběcího zařízení, přídavné kryty mohou být použity za účelem zajištění bezpečného vkládání a vyjímání obrobků a pro údržbu.
E.2.2 Uspořádání krytů
Klíčové elementy ke zhodnocení nutnosti rozmístění a instalace krytů v procesní zóně obsahují:
a) stupeň přístupnosti požadovaný pro výměnu obrobků (obzvláště s ohledem na ruční manipulaci)
b) způsob upínání obrobků (například použití upnutí do přípravku a svorek)
c) způsob vyjmutí obrobku a dalších souvisejících částí (například zbytků materiálu odstraněného při obrábění obrobku) po ukončení procesu obrábění.
E.2.3 Umístění krytů
Ověřené zkušenost s umístěním bezpečnostních krytů zahrnují:
§ kryt laseru by měl být umístěn ve vzdálenosti alespoň trojnásobku ohniskové délky od ohniska čočky
§ kryty s nižším stupněm ochrany (PELs), např. pozorovací okénko, by neměly být umístěny tam, kde se předpokládá ozáření přímo paprskem laseru nebo zrcadlovým odrazem.
E.2.4 Zapouzdření
Zapouzdřením se rozumí takové zakrytí, které splňuje veškeré požadavky ochranného krytí specifikovaného v článku 4.2.1 normy IEC 60825-1, a zahrnuje jak vložené laserové zařízení, tak i celý pracovní prostor, a které zcela znemožňuje vystavení osob nebezpečnému záření.
E.2.5 Částečné zapouzdření
Částečné zapouzdření je takové, jež neposkytuje úplné zabezpečení vloženého laserového zařízení a pracovního prostoru proti možnému ozáření osob nebezpečným zářením.
Jestliže ohrožení ozářením není přípustné (například osob, které mohou být na obslužné lávce nebo plošině, která je zvedne nad kryty otevřené horní části stroje), jsou požadována dodatečná opatření.
_______________
2) Také vydáno Evropskou komisí pro normalizaci jako EN 12626.
E.2.6 Hierarchie opatření pro zabezpečení prostor
Pro zamezení přístupu osob do oblastí s nepřípustným ohrožením je doporučena následující hierarchie opatření:
a) použití pevných krytů;
b) použití odnímatelných krytů;
c) použití elektronického zabezpečovacího zařízení, připojeného do bezpečnostního blokovacího obvodu stroje, umístěného po obvodu pracovního prostoru (například fotobuňka), případně na celé ploše pracovního prostoru (například podlahové tlakové spínače);
d) umístění fyzických bariér a poskytnutí informací, pokynů, školení, kontroly;
e) použití prostředků dovolujících dálkové ovládání stroje a osobní ochranné pomůcky (PPE).
POZNÁMKA Opatření uvedená v bodu c) a d) neposkytují ochranu proti laserovému záření vycházejícímu ze stroje, a proto mohou být použita pouze tam, kde je vzdálenost chráněného prostoru od otvorů v krytech laserového zařízení větší než „Jmenovitá nebezpečná vzdálenost“ (NOHD).
E.2.7 Osobní ochranné pomůcky
Osobní ochranné pomůcky by měly být používány pouze jako poslední východisko a to pouze tam, kde technická a administrativní opatření nemohou poskytnout dostatečný stupeň ochrany. Používání ochranných pomůcek by mělo být podporováno přiměřeným administrativním opatřením, které jejich používání nařizuje. Měly by být používány pouze v těch případech, kdy analýza rizik ukázala, že ostatní prostředky určené ke snížení rizik selhaly a není možné přiměřeně použitelné zajištění ochrany jinými prostředky. Jestliže se pracuje s UVB a UVC zářením, požaduje se ochranný oblek.
E.2.8 Zásah obsluhy
Tam, kde ovládání stroje vyžaduje lidskou obsluhu, je nutné zahrnout lidskou obsluhu do stanovení rizik a brát v úvahu vliv délky poruchového stavu. Za těchto podmínek by měl být přístup ke stroji omezen a povolen pouze autorizovaným osobám, která byly náležitě proškoleny v problematice laserové bezpečnosti a obsluhy laserových zařízení. Pracovní oblast by měla být ohraničena a uzavřena pro veřejnost. Pozorovatelé nebo ostatní nevyškolené osoby jsou udržovány v bezpečné vzdálenosti pomocí zábran nebo administrativními opatřeními.
E.3 Stanovení rizik
E.3.1 Úvod
Ozáření lidského těla laserovým svazkem typickým pro použití u laserových obráběcích strojů může vést k celé řadě poškození, která závisí na vlnové délce záření, typu zasažené tkáně a reakci zasažené osoby. Pravděpodobnost vzniku takového ozáření se stává klíčem ke stanovení rizika poškození. Omezení rizika na přijatelnou mez je opakující se proces, k němuž neexistuje žádný standardizovaný přístup ani dokumentace. Nicméně univerzální postupy jsou uvedeny v ISO 14121.
E.3.2 Obecné předpoklady
Stanovení rizik musí být provedeno za účelem identifikace nebezpečných situací a ke zhodnocení předvídatelných hladin ozáření na zvolených bodech krytů laseru. Toto zhodnocení musí brát ohled na celou řadu faktorů, včetně těch následujících.
E.3.2.1 Charakteristiky pracovní oblasti
Důležité charakteristiky zahrnují výkon laseru a vlnovou délku záření, ohniskovou vzdálenost optiky,
stupeň volnosti svazku (tj. počet os možného pohybu svazku).
E.3.2.2 Pracovní činnost
Povaha procesu jako je řezání, vrtání, svařování a označování. Stroj může být určen pro vykonávání, nebo je schopen vykonávat, řadu procesů.
POZNÁMKA Uvažované výkony laseru se významně liší v závislosti na vykonávané pracovní činnosti a opracovávaném materiálu.
E.3.2.3 Řízení pracovní činnosti
Tento faktor se vztahuje k určitému času, během kterého mohou být kryty vystaveny ozáření z důvodů poruchových stavů, včetně těch, pro které jsou předvídatelné limity ozáření (FEL) stanoveny (tj. délka cyklu procesu), v průběhu kontrolní činnosti (tj. po dobu jedné operace nebo po časový interval/počet operací), a význam a efektivnost automatického řízení činnosti obsluhy v případě poruchových stavů se stává evidentní.
E.3.2.4 Ruční řízení pracovní činnosti
Obsluha musí vzít v úvahu nezbytnost a důsledky přechodu na manuální řízení, význam a efektivitu sledování provozu (včetně umístění pozorovacích okének nebo kamer) a dostupnost a efektivitu řízení v případě, že nastane evidentní poruchový stav.
E.3.2.5 Řízení pracovní činnosti robotem
V úvahu je třeba brát plný rozsah pohybu robota, ochranu hlavy robota proti úderu, všeobecnou ochranu servisních vedení, způsob jakým je laserový svazek k robotu dodáván, prostředky omezující rozsah pohybu a směr pohybu hlavy robota (tj. omezení softwarové, hardwarové a fyzikální), obzvlášť pak největší přiblížení laserového paprsku ke krytům.
E.3.2.6 Obrobek
V úvahu se také musí vzít geometrie, skladba a povrchová úprava obrobku, způsob jakým může změnit směr a sílu odrazu během obrábění.
E.3.2.7 Upínání
Je nutno uvažovat i upínání a nastavování pozice obrobku, rovněž příslušné odrazy od povrchu obrobku a možnost kolize se zaostřovací hlavou laseru.
E.3.2.8 Vkládání a vyjímání obrobku
V úvahu je třeba vzít i způsob, jakým je obrobek vkládán a vyjímán, zejména zda automaticky nebo ručně, jestli po jednotlivých kusech nebo kontinuálně a způsob a ovládání přístupu do pracovní oblasti (tj. posuvná, otočná nebo zvedací dvířka).
E.3.2.9 Vedení svazku laseru
Důkladné zhodnocení vedení svazku laseru zahrnuje optickou část (zrcadlo nebo vlákno) a prvky kontroly, seřizování a pohybu optických částí. Zhodnocení zahrnuje konstrukční pevnost upevnění jednotlivých komponent dráhy svazku, prvky pro udržování vlastností optických komponent (tj. čistý suchý plyn a zajištění chlazení), prvky sloužící k nastavování polohy svazku, požadavky na trvalé monitorování bludného svazku a konstrukční prvky krytu dráhy svazku.
POZNÁMKA Zvláštní pozornosti je třeba při použití nestandardního a nevyzkoušeného provedení vedení svazku. Platí to hlavně v případech, kdy je zařízení vystaveno vnějším mechanickým silám (vibrace), jež mohou zvětšit chybu nastavení optiky. Opatrnosti je rovněž třeba při pokusech s nastavením optiky nebo s nenormálním provozem laserů, speciálně v souvislosti se zaměřováním svazku, a situacích, kdy výkon laseru je tak vysoký, že výkonnost optiky vedení svazku je nejistá.
E.3.2.10 Umístění obsluhy
Definovaná pracovní plocha, konkrétně minimální vzdálenost, na kterou je povolen přístup ke stroji. V této ploše jsou zahrnuta i místa nad hlavou obsluhy (tj. řidiči jeřábů, administrativní pracovníci na pohyblivých pracovních plošinách), schodiště a žebříky v blízkosti stroje.
E.3.2.11 Požadavky údržby
Toto hodnocení bere v úvahu prvky a řízení přístupu ke kontrolním místům (tj. odnímatelné panely, panely uzavřené zvláštním klíčem) a opatření k překonání blokování a nouzovému vypnutí zařízení.
E.3.2.12 Ochranné vlastnosti krytu
Stanovení FEL a PEL pro normální provozní podmínky a pro přiměřeně předvídatelné poruchové stavy musí být provedeno pro každou část krytí, včetně pevných a pohyblivých zástěn a průhledů.
E.3.2.13 Okolní prostředí krytu
Vlivy okolního prostředí, které mohou mít vliv na efektivitu krytu, včetně přístupu vysokozdvižných vozíků a jiných pohyblivých objektů, které mohou způsobit významné mechanické poškození a vlivy prašného prostředí, které může negativně ovlivnit výkonnosti optiky a/nebo ochranné vlastnosti krytů.
E.4 Příklady stanovení rizik
E.4.1 Nepřetržitá dodávka obrobků
§ Příklad
Laserové obráběcí zařízení je připevněno nad dopravním pásem.
§ Umístění
Během normálního provozu nebo údržby mají přístup pouze autorizované osoby, nicméně oblast může zůstat otevřena a přístupna ostatním nevyškoleným pracovníkům, případně pozorovatelům.
Během servisu může být oblast rovněž znepřístupněna a uzavřena pro nevyškolený personál.
§ Klíčové body
Provedení krytů by mělo obsahovat vstupní a výstupní otvory k umožnění nepřetržité dodávky obrobků do pracovního prostoru a z něj.
§ Možná řešení
Tam kde je vysoké riziko laserové ozáření:
– použijte blokovaný posuvný kryt, který umožní vložení obrobku a zavře se před zahájením obrábění.
Tam kde je střední nebo nízké riziko laserového ozáření (možná řešení na základě stanovení nebezpečí):
– opatřete kryt kartáčovým uzávěrem, jehož otvory umožní vstup obrobků a uzavřou se před zahájením obrábění;
– vstup do pracovního prostoru vybavte tunelem, který zabrání přímému pohledu do pracovního prostoru. Toto může být dosaženo těmito způsoby:
§ použití labyrintu pro vstup obrobku do pracovního prostoru a pro výstup z pracovního prostoru tak, aby nebyl možný přímý pohled do pracovního prostoru, nebo
§ použitím blokované bariéry (tj. neprůhledný kryt nebo ohrazení) nebo tlakových spínačů, které jsou schváleny pro bezpečné použití, se zamezí přímému pohledu do procesní zóny.
E.4.2 Laser pro řezání a označování plochých materiálů
§ Příklad
Plochý řezací stůl v prostředí dílny s laserovým zařízením.
§ Umístění
Během normálního provozu nebo údržby a oprav je přístup řízen a povolen pouze autorizovaným osobám a omezen pouze na zaškolené osoby.
§ Klíčové body
Přístup ke stolu je požadován kvůli umístění a odstranění desky určené ke zpracování.
§ Možná řešení
Tam kde je vysoké riziko ozáření (například tam, kde je nebezpečí ozáření způsobeno odrazem, který vzniká během zpracování):
– ohraničte pomocí krytu celý prostor k ochraně obsluhy laseru a dalších osob. Použijte blokovaný posuvný kryt, který umožní vložení obrobku a zavře se před zahájením obrábění.
Tam kde je střední nebo nízké riziko ozáření (například tam, kde je svazek veden svisle na plochý obrobek a je zakrytován až těsně k obrobku):
– použijte volně stojící kryt, aby chránil obsluhu laseru;
– poskytněte osobní ochranné pomůcky požadované pro všechny osoby, které jsou prostoru s omezeným přístupem.
Ve všech případech zajistěte odpovídající kontrolu k zajištění toho, aby nedošlo k ozáření neautorizovaných a nezaškolených osob, které by mohlo způsobit jejich poranění.
E.4.3 Laserové zařízení s více osami volnosti
§ Příklad
Automatický svářecí robot pracující na lince v automobilce.
§ Umístění
Během normálního provozu nebo údržby je přístup do oblasti neomezený, otevřený všem pozorovatelům a neškoleným osobám.
Během servisu je přístup řízen a možný pouze pro autorizované osoby, omezená oblast je uzavřena pro nevyškolený personál.
§ Klíčové body
Poruchový stav v řídící jednotce může vést k tomu, že paprsek laseru je nasměrován na kryt.
§ Možná řešení
Tam, kde je vysoké riziko ozáření laserem:
– použijte zesílené kryty v těch částech pracovního prostoru, kde se při stanovení rizik jeví kryty
jako silně exponované. Zesílení krytu může být zajištěno použitím aktivních krytů.
Tam, kde je střední nebo nízké riziko ozáření laserem:
– možná řešení mohou zahrnovat:
§ zajištění krytů, které byly ověřeny zkouškami podle IEC 60825-4 pro přímé ozáření reprezentativním vzorkem svazku;
§ zajištění softwarového řízení a mechanického omezení rotačního pohybu svazku;
§ zajištění ochrany proti kolizi laserové hlavy;
§ zajištění přídavných senzorů, které zabrání úniku laserové emise za obrobek;
§ zajištění řízení vyzařování laseru v případě, že zaostřovací hlava není v pohybu.
E.4.4 Kryty laseru pro oblast s dohledem
§ Příklad
Dočasné kryty umístěné v průběhu servisních prací za účelem oddělení osob, které se na servisních pracích nepodílí.
§ Umístění
Během normálního provozu nebo údržby nebudou tyto kryty použity jako ochranné kryty.
Během servisních prací bude přístup řízen. Oblast je přístupná pouze pro autorizované osoby, které jsou vyškoleny v bezpečnosti práce s laserem. Přístup do oblasti je nevyškoleným osobám zakázán administrativním opatřením (například výstražnými značkami).
§ Klíčové body
Kontrola svazku je řešena administrativním opatřením.
§ Možná řešení
Tam, kde je vysoké riziko ozáření laserem:
– zajistěte, aby kryty byly neprůhledné a byly schopny alespoň 100 s odolávat laserovému svazku;
– zajistěte, aby přístup do chráněné oblasti byl blokován nebo omezen administrativním opatřením;
– zajistěte, aby servisní práce provedla řádně vyškolená osoba;
– zajistěte, aby všichni, kteří se pohybují v chráněné oblasti, museli používat ochranné pomůcky očí (a možná i ochranný oděv).
Tam, kde je středně vysoké nebo nízké riziko ozáření laserem (tj. plocha vně krytu laseru bez personálu):
– zajistěte stejná opatření jako u předchozího případu, pouze doba, po kterou kryty musí odolávat dopadajícímu svazku může být kratší než 100 s za předpokladu, že obsluha má okamžitý přístup k vypínači laseru a dopad laserového svazku na kryt je doprovázen zřetelně viditelnou indikací (například dým nebo výrazná změna barvy).
E.5 Pomůcky pro stanovení rizik
Tento článek obsahuje seznam položek, které je nutno brát v úvahu při určování míry možného ohrožení při práci s laserovým zařízením při návrhu ochranných krytů. Tyto podrobnosti by měly tvořit část záznamu o stanovení rizik.
Vezměte na vědomí, že tento seznam nezahrnuje všechny aspekty, jež by měly být zváženy.
E.5.1 Zařízení
§ Laser
– typ
– vlnová délka
– kontinuální režim/pulsní režim
– délka trvání pulsu
– opakovací frekvence pulsu
– výkon (nebo energie)
– ohnisková vzdálenost výstupních čoček svazku
§ Typ obráběcího stroje
– dvouosý stroj
– tříosý stroj
– stroj s více než třemi osami
– robot
– osazeno odsávání výparů
– krytí pracovního prostoru
– třída 1 AEL
– jiné
E.5.2 Způsoby řízení svazku v obráběcím stroji
§ Monitorování dráhy svazku:
– pomocí hardwaru
– pomocí softwaru
§ Monitorování zrcadla vychylujícího svazek:
– pomocí hardwaru
– pomocí softwaru
§ Dráha svazku - mechanická část:
– vyžaduje použití nářadí
– vyžaduje monitorování
– pomocí hardwaru
– pomocí softwaru
– řízením zaostřovací čočky svazku
§ Systém s volnou dráhou svazku
§ Systém se svazkem vedeným optickými vlákny
E.5.3 Popis procesu
§ Pájení
§ Ohřev
§ Označování
§ Svařování
§ Vrtání/řezání
§ Čištění
§ Tvarování
§ Rychlé modelování
E.5.4 Řízení obráběcího stroje
§ Pro automatický provoz (tj. bez zásahu operátora):
– úplně zabezpečený provoz
§ Pro manuální provoz (tj. když je předpokládán manuální zásah operátora během cyklu):
– úplně zabezpečený provoz
§ Metody pozorování obrábění:
– použití okénka v krytu pracovního prostoru
– použití televizní kamery pro pozorování
– jiné
§ Metody zastavení pracovního cyklu v případě poruchy:
– nouzové zastavení procesu
– normální zastavení procesu
E.5.5 Základní popis robota (viz ISO 10218)
§ Rozsah otáčení:
– zakázaný prostor
– maximální prostor
– bezpečný prostor
§ Metody omezení rozsahu pohybu:
– pomocí hardwaru
– pomocí softwaru
§ Metody blokování bezpečného prostoru:
– pomocí hardwaru
– pomocí softwaru
§ Metody detekce kolize:
– pomocí hardwaru
– pomocí softwaru
§ Metoda detekce koncové pozice:
– pomocí hardwaru
– pomocí softwaru
E.5.6 Typy opracovávaných dílců
§ Typ tvaru
– ploché
– jiné
§ Druh materiálu
E.5.7 Upínání dílců
§ Automatické umístění a upnutí obrobku:
– pomocí hardwarového řízení
– pomocí softwarového řízení
§ Manuální umístění a upnutí obrobku:
§ Schopnost laserového paprsku poškodit
– způsobená odrazovými plochami při obrábění
– způsobená povrchem dokončeného obrobku
E.5.8 Dodávka obrobků do pracovní zóny
§ Automatická kontinuální doprava obrobků
§ Manuální doprava po jednotlivých kusech
§ Části určené pro přístup do pracovního prostoru:
– posuvné dveře
– zvedací dveře
– otočné dveře
– tunel
– jiné
§ Řízení dodávky obrobků:
– pomocí hardwaru
– pomocí softwaru
– kryty pracovního prostoru navržené podle požadavků IEC 60825-4
– kryty pracovního prostoru zkoušené podle požadavků IEC 60825-4
E.5.9 Operátor obráběcího stroje
§ Pracovní prostor
§ Uvnitř stroje
§ Vně stroje
E.5.10 Údržba
§ Pozice přístupových otvorů určených k údržbě
§ Metoda autorizace přístupu k zařízení (řídicí klíče)
§ Opatření k blokování spuštění
Příloha F (informativní)
Návod pro stanovení vhodnosti použití krytů laseru
F.1 Identifikace rizik
F.1.1 Volba bezpečnostních opatření
Při použití strategie pro výběr bezpečnostních opatření nemusí být vždy možné použít ta nejefektivnější bezpečnostní opatření, neboť nejsou technicky proveditelná nebo vhodná pro konkrétní aplikaci.
Při výběru bezpečnostních opatření proti rizikům přítomným ve všech fázích provozu stroje vám při výběru nejlepší kombinace bezpečnostních opatření pomohou techniky stanovení rizika.
Při rozhodování uvažujeme tyto etapy provozu stroje:
§ instalace;
§ přejímka;
§ provoz;
§ nastavení nebo změna procesu;
§ čištění;
§ seřizování;
§ údržba;
§ servis.
V případě kolize požadavků by vždy měly být upřednostněny ty etapy provozu stroje, při kterých může vzniknout největší nebezpečí. Například etapám údržby, nastavování a seřizování může být dán největší důraz. Hlavním cílem je minimalizace celkového rizika.
F.2 Stanovení rizika
F.2.1 Všeobecně
Stejně jako u ostatních strojů, i zde by měla být určena mechanická nebezpečí. Tato zahrnují:
§ navinutí;
§ tření a odření;
§ pořezání nebo uříznutí;
§ střih;
§ bodnutí nebo propíchnutí;
§ naražení;
§ stlačení;
§ vtažení;
§ zranění způsobené stlačeným plynem nebo výronem vysokotlaké tekutiny.
Taktéž je třeba vzít v úvahu nebezpečí nemechanického původu. Ta zahrnují:
§ přístup;
– uklouznutí, zakopnutí a pády;
– padající předměty;
– překážky;
§ manipulaci a zvedání;
§ elektřinu (včetně statické elektřiny);
– elektrický šok;
– popáleniny;
§ chemikálie, které jsou:
– toxické;
– dráždivé;
– hořlavé;
– způsobující korozi;
– výbušné;
§ požár a výbuch;
§ hluk a vibrace;
§ přetlak a podtlak;
§ teploty (vysoké i nízké);
§ vdechnutí mlhy, dýmu a prachu;
§ dušení;
§ ionizující a neionizující záření;
§ biologická, např. virová nebo bakteriální.
Mnoho ochranných krytů, používaných k vyloučení úrazů, ke kterým dojde z nemechanických příčin, je třeba posoudit i z pohledu ochrany oproti rozpoznaným mechanickým nebezpečím tak, aby byla minimalizována celková úroveň nebezpečí.
F.2.2 Spolehlivost krytů
Čím vyšší je nebezpečí, tím vyšší je nutnost se proti němu chránit. Spolehlivost bezpečnostních opatření by se měla zvyšovat spolu se zvyšující se pravděpodobností poruchy nebo závažností zranění, způsobeného jako následek poruchy. To se vztahuje obecně na ochranné kryty a řídicí prvky, blokovací zařízení a materiály, z nichž jsou kryty vyrobeny.
Po stanovení rizik bychom měli pečlivě prostudovat možné poruchy nebo jejich kombinace, které by mohly vést ke zraněním. V systému, kde porucha může negativně ovlivnit bezpečnost, musí být každá jeho část zvlášť posouzena. Je třeba vzít v úvahu pravděpodobné typy poruch a jejich následky. Tam, kde může dojít ke zvýšenému nebezpečí, by měla být použita některá z formálních metod analýzy, jako třeba FMECA. Je taktéž nutno vzít v úvahu spolehlivost provozních postupů tam, kde ovlivňují bezpečnost. Toto zhodnocení by mělo uvážit jak neúmyslné, tak úmyslné nedodržení pracovních postupů.
Ochranné kryty by měly plnit svou funkci s minimálními odstávkami a s co nejmenším omezením výroby. Měl by být brán ohled na to, že provozní opatření nebo dobře míněná snaha může vést k překonání (odstranění) ochranného krytu. Konstruktéři by měli navrhovat a konstruovat ochranné kryty tak, aby jejich překonání, ať již neúmyslné nebo v důsledku nehody, bylo co nejsložitější.
Tato příloha uvažuje pouze ty vlastnosti ochranných krytů, které přímo souvisí s ochranou před vystavením nebezpečnému laserovému záření.
Skupina speciálních nebezpečí by měla být zvážena společně s:
§ typem stroje;
§ vlnovou délkou (vlnovými délkami) laserového záření;
§ počtem stupňů volnosti stroje;
§ složitostí dráhy svazku.
F.2.3 Praktické postupy stanovení rizika
F.2.3.1 Obecné postupy stanovení rizika
Tyto metody jsou uvedeny v Příloze E.
F.2.3.2 Stanovení rizika podle normy ISO 13849-1
Norma ISO 13849-1 se zabývá těmi částmi řídicích systémů strojů, které poskytují bezpečnostní funkce. Tyto části mohou být jak na bázi hardwaru, tak softwaru a poskytují bezpečnostní funkce řídicího systému. Mohou být buď zvlášť, nebo zakomponovány přímo do řídicího systému. Na základě četnosti výskytu poruch jsou bezpečnostní části řídicího systému rozděleny do 5 kategorií (B, 1, 2, 3, 4).
Zvolení kategorie, definované v ISO 13849-1, bude záviset na stroji a na rozsahu řídicích prvků, které budou použity pro ochranná opatření.
Při výběru kategorie a návrhu bezpečnostní části řídicího systému bude muset konstruktér uvést o bezpečnostní části minimálně tyto informace:
§ zvolenou kategorii/zvolené kategorie;
§ funkční vlastnosti;
§ přesnou roli bezpečnostního systému v rámci zabezpečení stroje;
§ přesné limity bezpečnostního systému;
§ všechny uvažované poruchy s jejich dopadem na bezpečnost;
§ ty poruchy, které nebyly brány v potaz z důvodu jejich vyloučení, a to včetně důvodu, umožňující jejich vyloučení;
§ provozní parametry vztahující se ke spolehlivosti, například podmínky okolního prostředí;
§ použité technologie.
Použití kategorií jako referenčních bodů a stanovení postupů, dodržovaných během návrhu, umožňuje flexibilně použít ustanovení této normy. Norma stanovuje jasná pravidla, na jejichž základě může být zhodnocen návrh a výkonnost části řídicího systému, vztahujícího se k bezpečnosti a/nebo stroje samotného.
Hlavní část normy popisuje postup výběru a návrhu bezpečnostních opatření s ohledem na vlastnosti bezpečnostních funkcí a poruchy.
Příloha B normy ISO 13849-1 je obzvláště důležitá, neboť obsahuje návod k výběru kategorií včetně
postupů pro odhad nebezpečí.
F.2.3.3 ALARP
Účelem této metody je omezit riziko „na nejnižší možnou míru“ („as low as reasonably practicable“) (ALARP), a to pomocí strukturovaného přístupu k návrhu a implementaci. Hlavním nástrojem je používání ověřených postupů. V tomto kontextu chápeme ověřený postup jako obecný termín pro postupy určené k řízení nebezpečí. Zápis ověřených postupů může mít mnoho podob. Rozsah a podrobnost jednotlivých postupů odráží povahu nebezpečí a rizik, složitost činnosti nebo procesu a taktéž příslušné zákonné požadavky. Příklady uznávaných písemných zdrojů zahrnují směrnice vládních ministerstev, technické normy tvořené normalizačními organizacemi (např. CEN, CENELEC, ISO, IEC) a směrnice ustanovené orgánem (např. obchodní federace, profesní organizace) zastupujícím průmyslový/oborový sektor.
Tabulka F.1 shrnuje, jak může být metoda ALARP použita.
Tabulka F.1 - Způsob použití ALARP
|
Fáze projektu |
Prvky dokazující, že rizika jsou na nejnižší možné úrovni |
|
Výběr mezi možnostmi a návrhy |
Stanovení rizika a jeho řízení na základě prověřených postupů návrhu. Důkaz, že bezpečnostní návrhové postupy odpovídají zákonným požadavkům Důkaz, že zvolená možnost představuje nejnižší riziko a nebo zdůvodnění zvoleného řešení v případě, že se nejedná o nejnižší možné riziko. Porovnání zvolené možnosti s nejlepšími postupy, a potvrzení, že zbytková rizika nejsou větší, než u nejlepších z existujících instalací se srovnatelnou funkcí. Riziko je uvažováno po celou dobu životnosti zařízení a jsou brány v úvahu všechny dotčené skupiny. Zájem společnosti je splněn v případech, kdy je nutno jej brát v potaz. |
|
Podrobný návrh |
Stanovení rizika a jeho řízení na základě prověřených postupů návrhu. Riziko je uvažováno po celou dobu životnosti zařízení a jsou brány v úvahu všechny dotčené skupiny. Jsou použity odpovídající normy, zákony, praktické zkušenosti apod. a každá odchylka je zdůvodněna. Stanovení postupů pro omezení rizik a jejich implementace, je-li to přiměřeně proveditelné. |
F.3 Návrh obecně
Konstruktéři by se měli při návrhu nového stroje po stránce bezpečnosti držet obecných pravidel uvedených v ISO 12100-1 a ISO 12100-2 s přihlédnutím k ostatním normám, které se vztahují přímo ke konkrétnímu stroji. Jako praktický návod použitelný kdykoliv, by měly být nebezpečné zóny odstraněny nebo účinně zakrytovány. Jestliže nemohou být odstraněny, musí být do návrhu začleněno vhodné ochranné krytí a nebo musí být návrh upraven tak, aby toto krytí bylo možno začlenit v pozdějších fázích.
Ve fázi návrhu by měla být v případech, kde je to vhodné, přijata opatření zabraňující zpřístupnění jakýchkoliv nebezpečných oblastí během provozu, zkoušení, nastavování a údržby.
Konstruktéři by měli vzít v úvahu ergonomii stroje, např. by měli zvážit všechny možné pracovní situace, pro něž byl stroj navržen. Cílem je snaha o bezpečné používání laserových zařízení při dosažení co nejvyšší výkonnosti zařízení i obsluhy.
Mezi ostatními aspekty je třeba taktéž zmínit vhodnost vytvoření příznivého pracovního prostředí, a to jak pro obsluhu, tak ostatní osoby v okolí stroje. Toho může být docíleno přidáním vytápění, chlazení, osvětlení a tam, kde je to nezbytné, mechanickými pomůckami, které mají za cíl omezit fyzickou námahu, dále pak omezení emisí tepla, světla, laserového záření, hluku, prachu, plynů a tekutin na přijatelnou úroveň.
Konstruktér by si měl být vědom všech výše uvedených rizik, a měl by co nejvíce těchto rizik minimalizovat volbou vhodných prostředků již ve fázi návrhu. Tam, kde není možné se těmto rizikům vyhnout, by měl konstruktér prozkoumat faktory, které ovlivňují velikost rizik a mohou způsobit zranění. Faktory, které mohou mít vliv na časté opakování ozáření, by taktéž měly být brány v potaz.
Řídicí prvky by měly být umístěny tak, aby umožnily bezpečný a jednoduchý provoz. Mezi každým ovládacím prvkem a ostatními částmi stroje by měl být dostatečný rozestup. Doporučuje se použít metody uvedené v IEC 60204-1 a IEC 61310-3.
Při návrhu ochranných krytů laseru by měla být zvláštní pozornost věnována:
§ složitým situacím, ve kterých jsou potřeba mezery mezi kryty;
§ klapkám, lemům a kartáčovým těsněním;
§ shora otevřeným krytům;
§ spojům mezi částmi krytu a uchycení oken;
§ zlepšení přístupu (např. sklápěcí dveře, závěsy);
§ atmosféře uvnitř krytu: bezpečná pro vstup (dým a nadbytek nebo nedostatek kyslíku);
§ pozorovacím okénkům v krytech;
§ sekundárním obrazovkám;
§ rozmístění a uspořádání jednotlivých prvků
§ otázkám návrhu, věnujícím se typu (vlnové délce) laseru, způsobu manipulace se svazkem, způsob vedení svazku, apod.
F.4 Volba bezpečnostních krytů
Tam, kde není za běžných provozních podmínek vyžadován přístup do nebezpečné oblasti, může být využito následujících typů ochranných krytů:
§ pevné zapouzdřující kryty;
§ pevné kryty nedovolující přístup k zařízení na nebezpečnou vzdálenost;
§ pohyblivé kryty.
Tam, kde je požadován přístup osob do nebezpečné oblasti, např. kvůli nastavení stroje, údržbě nebo opravám, nemusí provozní kryty laserů dostačovat. V tom případě by měly být použity dodatečné bezpečnostní postupy, jako například umístění izolace, popřípadě zesílené o přídavné ochranné kryty. Použití takovýchto postupů vyžaduje naplánování předem a taktéž ukázněnost všech zúčastněných.
Tam, kde je přístup do nebezpečné oblasti požadován pro normální provoz, může být využito následujících typů ochranných krytů:
§ ochranné kryty s bezpečnostním blokováním;
§ nastavitelné kryty;
§ dočasné kryty.
F.5 Navrhování krytů a jejich konstrukce
F.5.1 Všeobecné požadavky na návrh a konstrukci pevných nebo pohyblivých krytů
Při návrhu bezpečnostního systému by měly být zvoleny typy ochranného krytu a způsobu jejich konstrukce s přihlédnutím nejenom k nebezpečím způsobeným laserovým zařízením, ale i s přihlédnutím k ostatním nebezpečím, která mohou vzniknout z mechanických i nemechanických příčin. Zvolené typy krytů by měly způsobovat minimum zásahů do činnosti zařízení během všech fází jeho životnosti, aby mohl být omezenm každý pokus překonat ochranný kryt.
Ochranné kryty by měly být navrženy tak, aby kopírovaly tvary stroje. Tam, kde to není např. z důvodu údržby nebo tvaru stroje možné, by měla být přijata opatření tak, aby došlo k omezení přítomnosti v nebezpečné zóně. U osob, které pracují v nebezpečné zóně, může být nutné použití dodatečných bezpečnostních opatření. Tato zahrnují dodatečné ochranné kryty a/nebo správné pracovní postupy.
F.5.2 Pevné zapouzdřující kryty
Pevný ochranný kryt je takový kryt, který je trvale uzavřen a připevněn. Měl by nejen bránit přístupu do nebezpečného prostoru nebo k laserovému záření, ale i mít robustní konstrukci, která bude schopná odolat silám obráběcího procesu a okolním vlivům.
Jestliže je možno kryt otevřít nebo odstranit, mělo by tak být možno pouze za použití nástroje. Přednostně by měly být použity bezpečnostní zámky.
Tam, kde je nezbytné dodávat do stroje materiál k opracování skrz kryt, by měly otvory mít minimální možný rozměr k zajištění dodávky materiálu, ale neměly by umožnit, aby se v nich materiál zaseknul. V těchto případech by kryt měl také bránit přístupu k laserovému záření, za splnění požadavků na zabránění přístupu osob, uvedených v IEC 60825-1.
F.5.3 Kryty v pevné vzdálenosti
Kryty v pevné vzdálenosti jsou takové kryty, které sice úplně neuzavírají nebezpečný prostor, ale které svými rozměry a vzdáleností od nebezpečného prostoru omezují přístup. Příkladem takového krytů může být například oplocení obklopující stroj. Takovýto typ krytů vyžaduje maximální pozornost věnovanou jejich navrhování v případě, že mají zabránit obsluze k přístupu k ozáření laserovým zářením. Obklopující kryt laserového obráběcího stroje může být považován za kryt v pevné vzdálenosti tehdy, jestliže je dostatečně vysoký, aby zabránil ozáření obsluhy laserovým zářením.
F.5.4 Pohyblivé kryty a kryty s bezpečnostním blokováním
Kryt s bezpečnostní blokováním je takový kryt, který je pohyblivý nebo má pohyblivou část, jejíž pohyb je propojen s napájením nebo řízením stroje.
Kryt s bezpečnostním blokováním by měl být připojen ke stroji tak, aby:
a) zabránil vyzařování nebezpečného laserového záření vypnutím zdroje napájení nebo zavřením
uzávěrky svazku do doby, než je kryt uzavřen;
b) buď došlo k uzamčení a uzavření krytu do doby, kdy nebezpečí poranění odezní nebo aby otevřením
krytu došlo k odstranění nebezpečí před tím, že je možný přístup.
Padací přepážky, sloužící k bezpečnostnímu blokování, které mohou v případě jejich volného pádu způsobit zranění, by měly být vybaveny vhodným zařízením, zabraňujícím pádu. Některé blokovací zařízení mohou být napájena elektrickou energií. V takovýchto případech musí být zajištěno, aby nedošlo ke zranění v důsledku pohybu krytu.
Bezpečnostní blokovací systému mohou fungovat na mechanickém, elektrickém, hydraulickém nebo pneumatickém principu, popřípadě na jejich vzájemné kombinaci. Při výběru blokovacího systému by mělo být přihlédnuto k typu a způsobu provozu. Blokovací systém by měl být navržen tak, aby se omezilo nebezpečí poruchy a aby jej nebylo možné jednoduše překonat.
F.5.5 Nastavitelné kryty
Nastavitelný kryt je pevný nebo odnímatelný kryt, který je možno nastavit jako celek, popřípadě má nastavitelnou část nebo části. Během provozu se toto nastavení nemění. Je nutné, aby nastavení prováděla pouze pečlivě proškolená osoba. Taktéž je požadována pravidelná kontrola uchycení krytu, aby bylo zaručeno, že nastavitelná část krytu zůstane pevně ve své pozici. Nastavitelné kryty by měly být navrženy tak, aby jejich části nemohly být snadno odstraněny a ztraceny.
F.5.6 Dočasné kryty
Dočasné kryty jsou takové kryty, které mohou být na zařízení umístěny během údržby nebo oprav a mohou vhodně doplňovat celkovou ochranu před nebezpečím způsobeným laserovým zářením po dobu, kdy jsou trvale namontované kryty ze zařízení odstraněny. Na dočasných krytech nebo v jejich těsné blízkosti by měly být umístěny dostatečné varovné značky, které zdůrazňují přijatá ochranná administrativní opatření k zajištění efektivity dočasných krytů. Je třeba přijmout postupy, které zajistí, že před znovuuvedením zařízení do provozu jsou odstraněny dočasné kryty a znovu osazeny kryty trvalé.
F.6 Konstrukce ochranných krytů a použité materiály
Žádný zvolený kryt by neměl sám o sobě představovat nebezpečí, jako například místa s nebezpečím střihu nebo zachycení, drsné nebo ostré hrany a jiná nebezpečí, schopná způsobit poranění.
Upevnění krytů by mělo respektovat sílu a pracovní určení ochranného krytu.
Ochranné kryty, které vyžadují napájení, musí být navrženy a sestrojeny tak, aby nebyly nebezpečné.
Všeobecné požadavky na konstrukci pevných nebo pohyblivých krytů jsou obsaženy v normě ISO 14120 a měly by doplňovat požadavky uvedené v této normě.
F.6.1 Materiály
F.6.1.1 Všeobecně
Při výběru materiálů použitých při výrobě krytu by mělo být zváženo následující:
a) jejich schopnost odolat silám, vyvolaným jakýmkoliv nebezpečím spojeným s laserovými obráběcími stroji. Kryt může mít více funkcí, může například zabraňovat přístupu a také omezovat nebezpečí. Tato nebezpečí zahrnují laserové záření, vymrštěné částečky, prach, výpary, hluk, apod. Výběr materiálu pro ochranný kryt může být těmito nebezpečími ovlivněn;
b) rozměry a hmotnost krytu ve vztahu k tomu, že jej bude při pravidelné údržbě třeba odstranit a vyměnit;
c) jejich kompatibilita ve vztahu ke zpracovávanému materiálu. Toto je obzvláště důležité v potravinářském a farmaceutickém průmyslu, kde by se z krytu neměl stát zdroj kontaminace;
d) jejich schopnost zachovat si své fyzické a mechanické vlastnosti poté, co přijdou do kontaktu s případnými znečišťujícími látkami, které vzniknou nebo jsou použity v průběhu zpracování. Taktéž je potřeba, aby byly odolné proti látkám, které budou použity při čištění nebo sterilizaci v rámci údržby.
F.6.1.2 Tabulový plech
Kov má výhodu v síle a pevnosti a ve formě tabulového plechu je obzvláště vhodný pro kryty tam, kde se úpravy požadují jen zřídka a tam, kde není nutné umožnit sledování pracovního prostoru během zpracování. Nicméně tam, kde je to nutné, se musí:
§ zajistit dostatečné chlazení, aby nedocházelo k přehřívání krytu v pracovní zóně, a
§ kryt nezpůsoboval hluk ani vibrace v důsledku rezonance.
Při výběru vhodných materiálů, které vydrží nejhorší předvídatelná ozáření laserem, pomohou obrázky F.1 až F.22.
F.6.1.3 Sklo
Sklo je nevhodné pro výrobu ochranných krytů kvůli svému praskání, nicméně tam, kde je potřeba pozorovat pracovní prostor a je pravděpodobné, že materiál bude vystaven vysokým teplotám nebo velkému odírání, může být vhodné použít bezpečnostní sklo, které poskytuje dostatečnou ochranu proti laserovému záření (buď schopností pohltit laserové záření a nebo použití opticky odrazivé povrchové úpravy). Metody pro stanovení vhodnosti takovýchto materiálů naleznete jinde v této normě.
F.6.1.4 Plasty
Průhledné plastové materiály mohou být použity v ochranných krytech laseru jako alternativa neprůhledným materiálům tam, kde je během zpracování vyžadováno sledování pracovního prostoru.
Plasty dostupné pro účely ochranných krytů zahrnují polykarbonát a speciálně barvené plexisklo. Je nezbytně nutné, aby byly tyto materiály zvoleny s dostatečnými optickými ochrannými vlastnostmi pro vlnovou délku a výkon laserového zdroje umístěného ve stroji pro laserové obrábění.
Mechanické vlastnosti mnoha plastů jsou negativně ovlivněny příměsemi, špatným zpracováním za studena nebo trvalému vystavení vysokým teplotám nebo UV záření. Trvalé vystavení vysokým teplotám (135 °C u polykarbonátu, 90 °C u plexiskla) způsobí změkčení a dále snížení jak odolnosti proti nárazu, tak i dalších optických vlastností.
Jakékoliv ubývání materiálu na povrchu může snižovat optické ochranné vlastnosti materiálu pro vlnovou délku laseru a proto by mělo být zváženo přidání dodatečné mechanické ochranné vrstvy.
Většina plastů má schopnost držet elektrostatický náboj. To vede k riziku elektrostatického výboje a vznícení hořlavých materiálů, a taktéž může přitahovat prach. Tato vlastnost může být omezena použitím antistatické úpravy.
F.6.1.5 Ostatní materiály
Betonové bloky mohou být vhodné pro stavbu ochranného krytu a často se používají pro zapouzdření velkých obráběcích strojů s CO2 lasery.
F.6.2 Podpěry
Kryty mohou být připevněny k nezávislým podpěrám, nebo přímo ke stroji. Počet úchytů a jejich rozestupy by měly být dostatečné, aby zajistily stabilitu a pevnost krytu.
V nutných případech je nutno kolem krytu ponechat volný prostor, aby jej bylo možné vyčistit, odstranit zbytky po obrábění apod., ovšem pouze v případě, že skrz tento prostor nebude možné vstoupit do nebezpečné zóny.
F.6.3 Krycí desky
Ochranné kryty mohou kvůli zajištění lepší viditelnosti obsahovat odnímatelné panely nebo krycí desky. Mělo by s nimi být nakládáno jako s částí ochranného systému a mohou být považovány buď za pevný ochranný kryt nebo za ochranný kryt s bezpečnostním blokováním, podle procesních požadavků.
F.6.4 Antropometrické požadavky
Ochranné kryty by měly být navrhovány a vyráběny tak, aby zabránily jakékoliv části těla vstoupit do nebezpečného prostoru. Konstruktéři by měli brát v úvahu tělesné rozměry zainteresovaných osob a hlavně jejich schopnost prostrčit část svého těla otvorem v krytu nebo dosáhnout přes bariéru, která slouží jako kryt, nebo ji obejít. Nejlepší aproximace současně dostupných měření lidského těla je dostupná v normě ISO 15532-3.
F.7 Ostatní bezpečnostní zařízení
F.7.1 Vypínací zařízení
Vypínací zařízení je takové zařízení, které způsobí vypnutí stroje (nebo jej jiným způsobem uvede do bezpečného stavu), aby zabránilo zranění osoby, která vstoupí do nebezpečného prostoru a překročí bezpečnou vzdálenost. Zařízení musí udržet stroj v tomto stavu po dobu, kdy je osoba v nebezpečné zóně, nedojde-li k zajištění této funkce jinými prostředky.
Vypínací zařízení by mělo být navrženo tak, aby vstup osoby do nebezpečné zóny za hranici bezpečí způsobil jeho aktivaci, čímž dojde k zastavení stroje před tím, než by mohlo dojít k poranění.
Vypínací zařízení by mělo být navrženo tak, aby po jeho aktivaci mohlo být automaticky nebo manuálně znovuspuštěno. Restartování by mělo být možné pomocí běžného spouštěče. Funkce vypínacího zařízení by neměla být ovlivnitelná vnějšími vlivy.
F.7.2 Ochranná zařízení reagující na elektřinu
Ochranná zařízení reagující na elektřinu jsou občas nazývána neviditelnými bariérami. Fungují podobně jako vypínací zařízení na principu detekce vstupu osob nebo vniknutí částí jejich těla do nebezpečné zóny. Možné způsoby detekce zahrnují: aktivní optoelektronickou detekci, aktivní optoelektronickou detekci reagující na difúzní odrazy, pasivní infračervenou detekci, kapacitní, induktivní, mikrovlnná nebo vizuální detekci. Výsledná účinnost instalovaných ochranných zařízení nezávisí pouze na integritě ochranného zařízení reagujícího na elektřinu, ale i na elektrické a mechanické integritě zbytku instalace a umístění senzorů citlivých na elektřinu vzhledem k nebezpečné zóně.
F.7.3 Řídicí systémy (klíče, tlakové podložky, ochranné fotobuňky)
F.7.3.1 Systémy se zadržením klíče
Obecně je bezpečnostní blokovací systém se zadržením klíče tvořen elektrickým vypínačem a mechanicky ovládaným zámkem, který je připevněn k neodnímatelné části stroje. Provozní klíč je připevněn k pohyblivé části krytu. K otevření krytu je potřeba klíčem otočit, v důsledku čehož dojde k přepnutí vypínače do polohy „Vypnuto“ a k uvolnění klíče ze zámku tak, aby bylo možno kryt otevřít.
Některé systémy se zadržením klíče jsou postaveny na blokovacím systému ovládaném klíčem. U takového systému jsou zámek krytu a spínač, který zahrnuje zámek, odděleny. Nezbytnou vlastností tohoto systému je skutečnost, že vyjímatelný klíč je vsunut buď do zámku krytu nebo do zámku spínače. Zámek krytu je umístěn tak, aby bylo možno klíč vyjmout pouze v případě, kdy je kryt uzavřen a uzamčen. To umožňuje přemístit klíč z krytu do zámku spínače. Uzavřením spínače dojde k zajištění klíče, takže nemůže být vysunut, je-li spínače sepnut.
F.7.3.2 Podložky citlivé na tlak
Podložky citlivé na tlak a podlahy citlivé na tlak obsahují senzory, které se spustí v okamžiku, kdy je na podložku nebo podlahu vyvinut tlak (ať již osobou nebo objektem). Podložky i podlahy s tlakovými senzory by měly být pravidelně udržovány kontrolovány, neboť z jejich povahy vyplývá možnost poškození, které může vyústit v poruchu.
Rozměry podložek by měly brát v úvahu rychlost příchodu osoby, délku kroku a celkovou dobu odezvy ochranného zařízení. Je třeba dbát na to, aby nebylo možno vstoupit bez šlápnutí na podložku nebo podlahu. V případě, že je použito více podložek, musí být brán ohled na necitlivé zóny, zejména kolem okrajů podložek. Návod na použití podložek citlivých na tlak je uveden v IEC 62046. Podložka citlivá na tlak může být vhodný způsob, jak zjistit přítomnost osoby uvnitř stroje, popřípadě v případě potřeby stroj zastavit.
F.7.3.3 Ochranné fotobuňky
Ochranné fotobuňky často fungují na principu detekce překážky v cestě jednoho nebo více světelných paprsků. Neviditelná bariéra, vytvořená tímto systémem, může sestávat z jednoho zařízení vysílajícího světelný paprsek nebo z více zařízení, uspořádaných do řady. Sledování chráněné zóny může být také zajištěno jedním paprskem, který projíždí hlídanou oblastí a nebo množstvím pevných paprsků. Použité záření může být viditelné nebo neviditelné. Požadavky na návrh a funkčnost těchto zařízení pro ochranné účely jsou uvedeny v IEC 61496-2.
F.8 Bezpečnostní blokování
F.8.1 Funkce bezpečnostního blokování
Systém bezpečnostního blokování propojuje ochranný kryt a řídicí systém laserového obráběcího zařízení, k němuž je kryt připevněn. Bezpečnostní blokování a kryt, k němuž je připevněno, by mělo být navrženo, namontováno a nastaveno tak, aby:
a) dokud je kryt uzavřen, bezpečnostní blokování brání vyzařování laseru přerušením svazku, a to buď pomocí atenuátoru svazku a nebo odpojením napájení laseru;
b) kryt zůstal zajištěn po dobu, než je odstraněno nebezpečí poranění a/nebo otevření krytu způsobí omezení nebezpečí dříve, než může dojít k úrazu.
Pozornost musí být věnována zajištění toho, že nainstalované bezpečnostní blokování, chránící proti jednomu typu nebezpečí nezpůsobí nebezpečí jiného typu.
F.8.2 Prostředky blokování
Čtyři nejčastěji používané systémy blokování jsou: elektrické, mechanické, hydraulické a pneumatické. Elektrické blokování je, zejména v řídicích systémech, nejběžnější. Princip blokování je shodný u všech čtyř typů systémů. Každý má výhody a nevýhody, a výběr systému blokování závisí na typu zařízení pro laserové obrábění a metody přístupu do nebezpečných zón.
Některé blokovací systémy mají více než jeden řídicí kanál, např. systémy se dvěma řídicími kanály. Je často výhodné navrhovat tyto systémy tak, aby byla minimalizována možnost podobných poruch v obou kanálech způsobených stejnou příčinou.
F.8.3 Běžné metody blokování
F.8.3.1 Kryt jištěný blokováním napájení
U krytů jištěných odpojením napájení, je napájecí zdroj přerušen přímo zařízením, které:
a) fyzicky zabraňuje otevření krytu v době, kdy není přerušeno napájení;
b) je krytem zadržováno v pozici, která zaručuje přerušení napájení, když je kryt otevřen.
F.8.3.2 Ochranný kryt s blokováním napájení
U ochranných krytů s blokováním napájení je napájecí zdroj přerušen automaticky přímo zařízením, které je ovládáno pohybem krytu. Kryt a zařízení by měly být provedeny tak, aby napájení bylo přerušeno při otevření krytu a zůstalo přerušeno, dokud není kryt uzavřen.
F.8.3.3 Systém bezpečnostního blokování se dvěma řídicími systémy se vzájemnou kontrolou
V systému bezpečnostního blokování se dvěma řídicími systémy se vzájemnou kontrolou jsou dvě zařízení přerušující napájení (každé zařízení je schopno přerušit napájení samo o sobě). Tato zařízení by měla být umístěna v sérii tak, aby spuštění libovolného z nich vedlo k přerušení napájení. Ovládána jsou samostatnými zařízeními spuštěnými ochranným krytem.
Dvě zařízení pro přerušení napájení by měla být monitorována, aby porucha jednoho z řídicích systémů nebo přerušovacích zařízení byla okamžitě zaznamenána a došlo k okamžitému přerušení pracovního cyklu stroje pro laserové obrábění. Obvody každého ze zařízení, které přerušuje napájení, včetně jeho řídicího členu, by měly být fyzicky co nejvíce odděleny, aby se omezila pravděpodobnost nebezpečné poruchy blokovacího systému v důsledku chyb se společnou příčinou.
F.8.3.4 Systém bezpečnostního blokování se dvěma řídicími systémy bez vzájemné kontroly
Systém bezpečnostního blokování se dvěma řídicími systémy bez vzájemné kontroly pracuje na stejných principech jako systém popsaný výše, avšak bez schopnosti automatické kontroly správné funkce obou zařízení, sloužících k přerušení napájení.
V případě absence automatické kontroly je možné, aby blokovací kanál selhal a porucha zůstala nezjištěna, což poté snižuje integritu systému na úroveň blokovacího systému s jedním řídicím systémem. Pro blokovací systémy se dvěma řídicími systémy bez vzájemné kontroly je nicméně nezbytně nutné provádět pravidelné kontroly, aby bylo zajištěno, že oba kanály fungují správně. Frekvence kontrol závisí na spolehlivosti použitých komponent a na provozních podmínkách blokovacího systému.
F.8.3.5 Jednokanálový systém bezpečnostního blokování
Systém bezpečnostního blokování s jedním řídicím systémem obsahuje blokovací zařízení, které nepřímo přerušuje napájení pomocí jednoho odporovacího zařízení, ovládaného řídicím systémem. Nemá vysokou úroveň integrity, neboť je zde vysoká pravděpodobnost poruch jednotlivých komponent, které by mohly způsobit nebezpečné selhání celého systému. Z tohoto důvodu by měl být systém navržen a vyroben s použitím minimálního množství komponent.
Systém by měl být pravidelně kontrolován a přezkušován a všechny opotřebené nebo poškozené součástky by měly být vyměněny nebo opraveny.
F.8.4 Poruchy blokovacích zařízení
Bezpečnostní blokovací systém by měl být navržen tak, aby minimalizovat možnost poruchy blokovacího systému, která povede ke vzniku nebezpečí.
Z důvodu častých poruch napájecích zdrojů by měly být součástky, vyžadující zdroj napájení použity tak, aby nebezpečí vzniklé kvůli výpadku napájení bylo co nejmenší.
F.8.4.1 Typy poruch
Obvyklými typy poruch, jež mohou postihnout systémy bezpečnostního blokování jsou:
a) porucha, přerušení nebo kolísání vnějšího napájení;
b) přerušené obvody elektrického systému;
c) mechanická porucha, např. rozbití nebo zaseknutí;
d) nefunkčnost v důsledku elektrického rušení přenášeného vzduchem;
e) nefunkčnost v důsledku vibrací;
f) nefunkčnost v důsledku poruchy zdroje napájení;
g) porucha zemnění, např. náhodné propojení vodiče se zemněním, způsobující neočekávané zapnutí nebo nemožnost vypnutí;
h) ostatní poruchy jedné součásti, vedoucí ke změně funkčních vlastností nebo ke ztrátě funkčnosti;
i) porucha propojení, způsobující například neočekávané zapnutí nebo nemožnost vypnutí.
Pro minimalizaci následků jednotlivé poruchy v blokovacím systému mohou být přijata příslušná opatření, která mohou zahrnovat dodatečné řídicí nebo kontrolní obvody. Nicméně i po použití těchto opatření může systém jako celek selhat v důsledku více nezjištěných poruch, např. poruch se společnou příčinou nebo nezjištěnou poruchou následovanou další poruchou.
K poruchám se společnou příčinou dochází hlavně kvůli:
a) vnějším vlivům - např. zamoření prachem, elektrické ručení, extrémní teploty, vibrace nebo záření;
b) součástky z nekvalitní šarže, použité napříč systémem;
c) poškození v důsledku místního požáru nebo nárazu.
F.8.5 Bezpečnost blokovacích systémů
Bezpečnost blokovacích systémů může být zvýšena tím, že neposkytneme důvod pro jejich překonání a/nebo jejich překonání ztížíme.
Návrh ochranných systémů by měl brát v potaz potřebu zásahu obsluhy kdykoliv během provozu stroje.
Způsoby, pomocí kterých může být překonání ztíženo, zahrnují:
a) použití kódovaných blokovacích zařízení nebo systémů;
b) mechanické zábrany nebo kryty blokovacího zařízení po dobu, kdy je kryt otevřen.
F.8.6 Integrita blokovacích systémů
Integrita systému bezpečnostního blokování závisí nejen na přímých následcích poruch nebo jejich překonání, ale i na tom, zda-li tyto poruchy nebo překonání systému vedly k poškození ostatních částí nebo spojů v systému. Proto by měla ochrana obvodů hrát důležitou roli.
Ostatní základní kritéria pro zlepšení integrity bezpečnostního blokovacího systému zahrnují:
a) správnou instalaci;
b) vysoce kvalitní součástky, chráněné proti vlivům prostředí (včetně možných odrazů laserového záření) a vhodné pro jejich plánované pracovní vytížení;
c) pomocí vhodného návrhu, postupu výroby a správné instalace minimalizace pravděpodobnosti výskytu zemního spojení;
d) minimalizace poruch, vedoucích k nebezpečí;
e) minimalizace možnosti překonání blokovacího systému.
F.8.7 Volba blokovacího systému
Blokovací systémy by měly být vybírány na základě:
a) frekvence, se kterou bude docházet ke vstupu do nebezpečné zóny;
b) pravděpodobnosti a závažnosti zranění v případě selhání blokovacího systému;
c) prostředků potřebných ke snížení rizika zranění.
F.8.8 Vlivy elektrických systémů
Elektrické řídicí systémy mohou selhat, a tedy způsobit nebezpečné situace. Proto by měla být minimalizaci pravděpodobnosti, že se tak stane, věnována zvláštní pozornost. Návod je obsažen v normě IEC 60204-1.
Výběr by měl být omezen pouze na zařízení, jejichž výkonnost, udaná výrobcem, je vhodná pro konkrétní použití. Při výběru se uvažují následující parametry:
a) odolnost proti vlivům okolního prostředí;
b) hodnocení životnosti;
c) výkonnost;
d) spolehlivost.
Bezdotykové spínače, jejichž funkce závisí pouze na (ne)přítomnosti kovu nejsou obecně vhodné pro provoz v bezpečnostních blokovacích systémech, neboť mohou být snadno překonány. Nicméně při pečlivém návrhu mohou být tyto spínače použity na obtížně přístupných místech nebo v malých sestavách. Při návrhu musí být postupováno maximálně pečlivě, aby nemohlo dojít k překonání bezpečnostního zařízení. Taktéž je nutno vhodným zdvojením předcházet poruchám se společnou příčinou, které způsobují nebezpečnou poruchu systému.
F.8.9 Vlivy mechanických systémů
F.8.9.1 Blokovací zařízení
Mechanické zařízení, sloužící k propojení pohybu ochranného krytu se zdrojem napájení stroje nebo řídicím systémem může mít více podob, nicméně tyto mají obecně stejnou funkci. Obvykle jsou uspořádána tak, aby se manipulace s krytem a provoz stroje daly provést pouze ve správném pořadí.
F.8.9.2 Mechanické blokování
Na rozdíl od elektrických, hydraulických nebo pneumatických systémů se u mechanických blokovacích systémů používá pouze jeden řídicí systém.
Základními prvky blokování s jedním řídicím systémem jsou:
a) výkonný prvek ovládaný krytem;
b) vložené mechanické prvky, jsou-li použity;
c) zařízení zabraňující emisi laserového záření nebo zabraňující možnosti vzniku jiného nebezpečí.
Omezení počtu vložených mechanických prvků snižuje pravděpodobnost nebezpečné poruchy.
F.8.10 Vlivy pneumatických a hydraulických systémů
F.8.10.1 Blokovací zařízení
Zařízení použitá pro přenos pohybu krytu zahrnují:
a) vačkou ovládané ventily;
b) ventily se zadržením klíče;
c) ventily detekující proudění plynu;
d) pneumaticky nebo hydraulicky ovládané zámky.
Jsou-li pro plnění bezpečnostní funkce použity ventily, měly by jejich provozní parametry (tlak, teplota, apod.) a spolehlivost odpovídat použitému prostředí a pracovnímu cyklu.
F.8.10.2 Pneumatické a hydraulické blokování
Obecně jsou použitelné výše popsané metody bezpečnostního blokování. Tyto metody zahrnují:
a) blokování s jedním řídicím systémem;
b) blokování se dvěma řídicími systémy, které mohou, ale nemusí být vzájemně propojeny;
c) blokování napájení.
Veškerá potrubí a hadice a jiná vedení mezi řídicími ventily a blokováním by měla být vhodná pro kapaliny a provozní prostředí, správné velikosti a dimenzována pro maximální tok a tlak a tam, kde to je nezbytné, navíc účinně chráněna a bezpečně upevněna. Spojky potrubí musí být zvoleny tak, aby neohrozily celkovou integritu blokovacího systému.
F.9 Vlivy prostředí
F.9.1 Okolní prostředí
Při výběru ochranného krytu laseru je třeba vzít v úvahu prostředí, v němž bude kryt používán. Při použití v „nebezpečném“ prostředí by měl být kryt schopen odolat předpokládaným podmínkám a sám o sobě by neměl být zdrojem nebezpečí.
F.9.2 Koroze
V případech, kdy je pravděpodobné, že bude ochranný kryt vystaven riziku koroze, je vhodné přijmout dodatečná opatření, například vyrobit ochranný kryt z nerezavějícího materiálu a nebo použít protikorozní nátěr.
F.9.3 Hygiena a návrh krytů
Ochranné kryty, používané v určitých oblastech, jako například v potravinářském nebo farmaceutickém průmyslu, by měly být navrženy tak, aby byly nejen bezpečně použitelné, ale i snadno čistitelné. Materiály použité pro ochranné kryty by neměly být toxické, neměly by absorbovat znečišťující látky, měly by být odolné proti otřesům a snadno čistitelné. Taktéž by jejich vlastnosti neměly být ovlivněny opracovávaným materiálem nebo použitými čisticími nebo sterilizačními prostředky.
F.9.4 Mlha, výpary a prach
Prostory, ve kterých v průběhu obrábění vzniká nebezpečné nebo nežádoucí množství výparů, dýmu nebo prachu, by měly být vybaveny vhodným odsáváním nebo izolací. Úroveň expozice výpary, dýmem nebo prachem by měla odpovídat limitům stanoveným předpisy v oblasti bezpečnosti práce.
F.9.5 Hluk
Při navrhování bezpečnostních uzávěrů a ochranných krytů by jedním z hledisek mělo být i snížení hlučnosti. Často je možné kryt navrhnout tak, aby sloužil jako ochrana před nebezpečími způsobenými laserovým zářením a navíc aby chránil proti mechanickým rizikům a snižoval hlučnost. Ochranný kryt by neměl zvyšovat celkovou hlučnost v důsledku špatného návrhu nebo nesprávného upevnění.
F.10 Vlivy na instalaci zařízení - Vlivy okolního prostředí - Služby
F.10.1 Osvětlení
Při stanovování bezpečnosti osob v souvislosti s osvětlením stroje pro laserové obrábění by měla být vzata v úvahu následující hlediska:
směr a intenzita světla;
kontrast mezi světelným pozadím a umělým osvětlením;
barva světla;
odrazy, oslňující světlo a stíny;
přenosové vlastnosti pozorovacích oken v oblasti vlnových délek viditelného světla.
F.10.2 Kabely a potrubí
Servisní potrubí a kabely by měly být umístěny buď mimo pracovní prostor stroje nebo tam, kde to není možné, by měly být opatřeny kryty dostatečné síly, schopné odolat vystavení laserovému záření za přiměřeně předvídatelných chybových podmínek.
F.11 Údržba a servis
F.11.1 Provozní údržba ochranných bezpečnostních krytů
Pro zachování trvalé účinnosti ochranných krytů je nutná jejich údržba.
Pro zajištění a udržení požadované úrovně bezpečnosti je nutno zajistit pravidelnou prohlídku ochranných krytů. Pravidelné prohlídky by měly být součástí programu údržby.
F.11.2 Vlastností materiálů ochranných krytů
Obrázky F.1 až F.22 ilustrují experimentálně stanovené limity výkonu svazku a jeho průměru pro doby propálení 10 s a 100 s pro různé typy plechů: plechy byly upevněny vertikálně a jejich čelní strana byla natřena černou barvou; laserový svazek mířil vodorovně. „Doba, za kterou dojde k propálení“ je doba, za kterou svazek odstraní materiál, který mu stojí v cestě (např. tavením, vypařením, rozrušením). Uvedené hodnoty jsou pouze orientační, neboť se od skutečných hodnot mohou velmi lišit s ohledem na parametry svazku (včetně vlnové délky a profilu svazku) a podmínek na povrchu ochranného krytu.
Funkčnost ochranného krytu laseru může taktéž záviset na jeho návrhu a způsobu použití. Doporučuje se prověřit vhodnost návrhu ochranného krytu ještě před započetím testování výkonnosti.
Následující obrázky obsahují kryty vyrobené z různých materiálů
Obrázek F.1 - Pozinkovaný ocelový plech o tloušťce 1 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.2 - Pozinkovaný ocelový plech o tloušťce 1 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.3 - Pozinkovaný ocelový plech o tloušťce 2 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.4 - Pozinkovaný ocelový plech o tloušťce 2 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.5 - Pozinkovaný ocelový plech o tloušťce 3 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.6 - Pozinkovaný ocelový plech o tloušťce 3 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.7 - Hliníkový plech o tloušťce 2 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.8 - Hliníkový plech o tloušťce 2 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.9 - Ocelový plech z nerezavějící oceli o tloušťce 1 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.10 - Ocelový plech z nerezavějící oceli o tloušťce 1 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.11 - Polykarbonátová deska o tloušťce 6 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.12 - Polykarbonátová deska o tloušťce 6 mm pro CO2 laser s kontinuálním vyzařováním
Obrázek F.13 - Pozinkovaný ocelový plech o tloušťce 1 mm pro Nd:YAG laser s kontinuálním vyzařováním
Obrázek F.14 - Pozinkovaný ocelový plech o tloušťce 1 mm pro Nd:YAG laser s kontinuálním vyzařováním
Obrázek F.15 - Pozinkovaný ocelový plech o tloušťce 2 mm pro Nd:YAG laser s kontinuálním vyzařováním
Obrázek F.16 - Pozinkovaný ocelový plech o tloušťce 2 mm pro Nd:YAG laser s kontinuálním vyzařováním
Obrázek F.17 - Pozinkovaný ocelový plech o tloušťce 3 mm pro Nd:YAG laser s kontinuálním vyzařováním
Obrázek F.18 - Pozinkovaný ocelový plech o tloušťce 3 mm pro Nd:YAG laser s kontinuálním vyzařováním
Obrázek F.19 - Hliníkový plech o tloušťce 2 mm pro Nd:YAG laser s kontinuálním vyzařováním
Obrázek F.20 - Hliníkový plech o tloušťce 2 mm pro Nd:YAG laser s kontinuálním vyzařováním
Obrázek F.21 - Ocelový plech z nerezavějící oceli o tloušťce 1 mm pro Nd:YAG laser s kontinuálním vyzařováním
Obrázek F.22 - Ocelový plech z nerezavějící oceli o tloušťce 1 mm pro Nd:YAG laser s kontinuálním vyzařováním
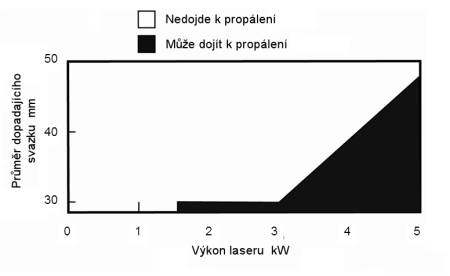
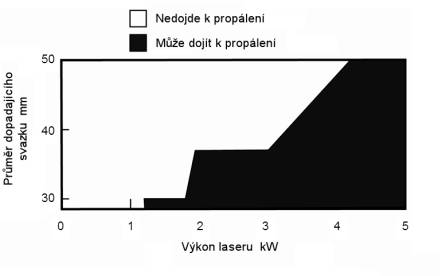
Obrázek F.2 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 1 mm
vystaveného rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s
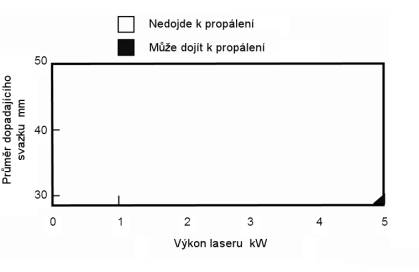
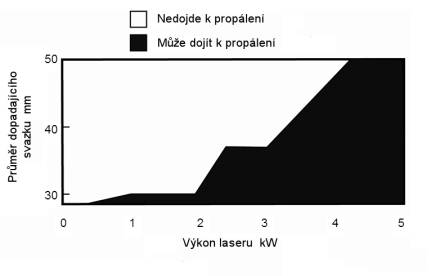
Obrázek F.4 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 2 mm
vystaveného rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s
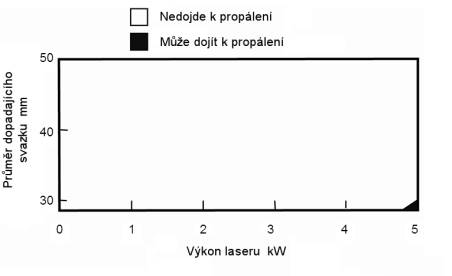
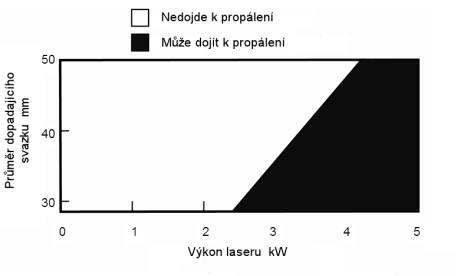
Obrázek F.6 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce 3 mm
vystaveného rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s
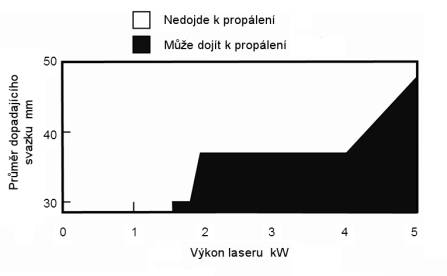
Obrázek F.7 - Odolnost proti poškození krytu z hliníkového plechu o tloušťce 2 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 10 s
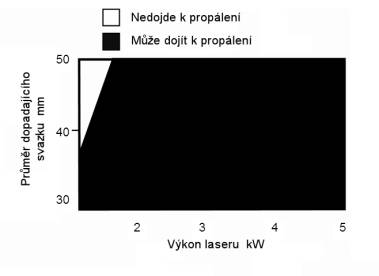
Obrázek F.8 - Odolnost proti poškození krytu z hliníkového plechu o tloušťce 2 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s
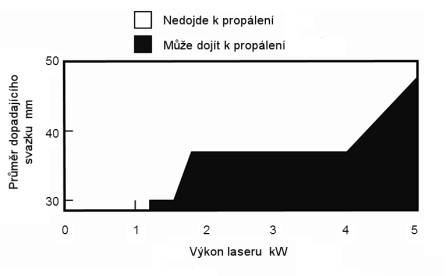
Obrázek F.9 - Odolnost proti poškození krytu z nerezového ocelového plechu o tloušťce 1 mm
vystaveného rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 10 s
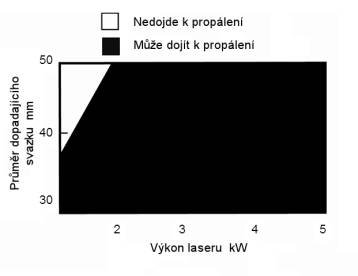
Obrázek F.10 - Odolnost proti poškození krytu z nerezového ocelového plechu o tloušťce 1 mm
vystaveného rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s
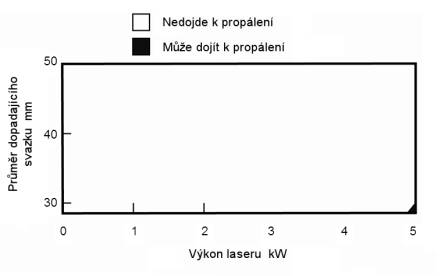
Obrázek F.11 - Odolnost proti poškození krytu z polykarbonátu tloušťce 6 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 10 s
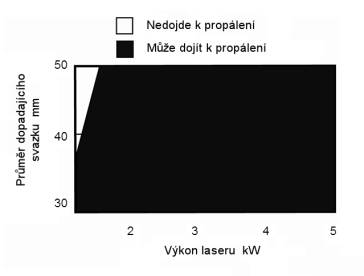
Obrázek F.12 - Odolnost proti poškození krytu z polykarbonátu tloušťce 6 mm vystaveného
rozostřenému svazku CO2 laseru s kontinuálním vyzařováním po dobu 100 s
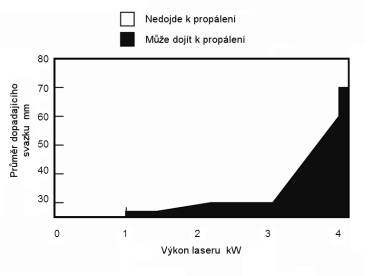
Obrázek F.13 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce
1 mm vystaveného rozostřenému svazku Nd:YAG laseru po dobu 10 s
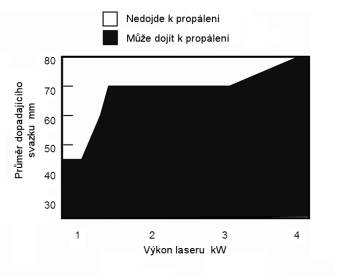
Obrázek F.14 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce
1 mm vystaveného rozostřenému svazku Nd:YAG laseru po dobu 100 s
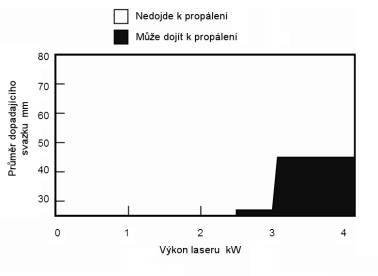
Obrázek F.15 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce
2 mm vystaveného rozostřenému svazku Nd:YAG laseru po dobu 10 s
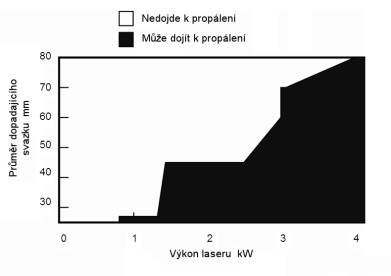
Obrázek F.16 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce
2 mm vystaveného rozostřenému svazku Nd:YAG laseru po dobu 100 s
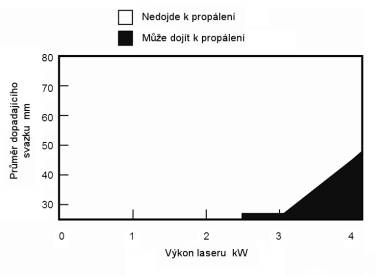
Obrázek F.17 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce
3 mm vystaveného rozostřenému svazku Nd:YAG laseru po dobu 10 s
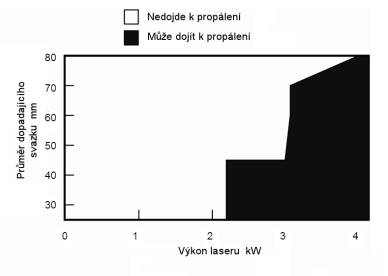
Obrázek F.18 - Odolnost proti poškození krytu z pozinkovaného ocelového plechu o tloušťce
3 mm vystaveného rozostřenému svazku Nd:YAG laseru po dobu 100 s
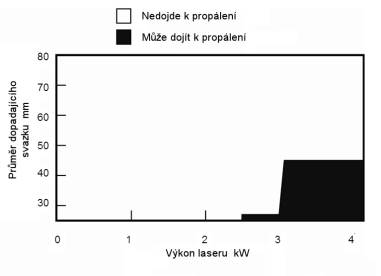
Obrázek F.19 - Odolnost proti poškození krytu z hliníkového plechu o tloušťce 2 mm vystaveného
rozostřenému svazku Nd:YAG laseru po dobu 10 s
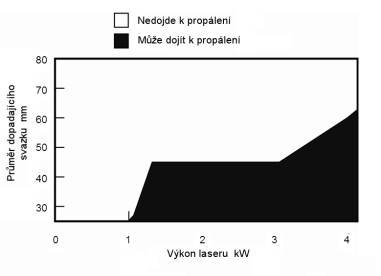
Obrázek F.20 - Odolnost proti poškození krytu z hliníkového plechu o tloušťce 2 mm vystaveného
rozostřenému svazku Nd:YAG laseru po dobu 100 s
Obrázek F.21 - Odolnost proti poškození krytu z nerezového ocelového plechu o tloušťce 1 mm
vystaveného rozostřenému svazku Nd:YAG laseru po dobu 10 s
Obrázek F.22 - Odolnost proti poškození krytu z nerezového ocelového plechu o tloušťce 1 mm
vystaveného rozostřenému svazku Nd:YAG laseru po dobu 100 s
Bibliografie
[1] IEC 60204-1 Safety of machinery - Electrical equipment of machines - Part 1: General requirements
POZNÁMKA Je v souladu s EN 60204-1:2006 (modifikována).
[2] IEC/TR 60825-14 Safety of laser products - Part 14: A user's guide
[3] IEC 61310-3 Safety of machinery - Indication, marking and actuation - Part 3: Requirements for the location and operation of actuators
POZNÁMKA Je v souladu s EN 61310-3:1999 (nemodifikována).
[4] IEC 61496-2 Safety of machinery - Electro-sensitive protective equipment - Part 2: Particular requirements for equipment using active opto-electronic protective devices (AOPDs)
POZNÁMKA Je v souladu s CLC/TS 61496-2:2006 (nemodifikována).
[5] IEC/TS 62046 Safety of machinery - Application of protective equipment to detect the presence of persons
POZNÁMKA Je v souladu s CLC/TS 62046:2005 (nemodifikována).
[6] ISO 10218:1992 Manipulating industrial robots - Safety
POZNÁMKA Je v souladu s EN 775:1992 (modifikována).
[7] ISO 13849-1 Safety related parts of control systems - Part 1: General principles for design
[8] ISO 14120 Safety of machinery - Guards - General requirements for the design and construction of fixed and movable guards
[9] ISO 14121 Safety of machinery - Principles of risk assessment
[10] ISO 15532-3 Safety of machinery - Human body measurements - Part 3: Anthropometric data
Příloha ZA (normativní)
Normativní odkazy na mezinárodní publikace a na jim příslušející evropské publikace
Pro používání tohoto dokumentu jsou nezbytné dále uvedené referenční dokumenty. U datovaných odkazů platí pouze citovaná vydání. U nedatovaných odkazů platí poslední vydání referenčního dokumentu (včetně změn).
POZNÁMKA Pokud byla mezinárodní publikace upravena společnou modifikací, vyznačenou pomocí (mod), používá se příslušná EN/HD.
Publikace Rok Název EN/HD Rok
IEC 60825-1 1993 Bezpečnost laserových zařízení - Část 1: Klasifikace, EN 630825-1 1994
požadavky a pokyny k používání + oprava únor 1995
A1 1997 A1 2002
A2 2001 A2 2001
+ oprava duben 2004
ISO 11553-1 2005 Bezpečnost strojních zařízení - Stroje pro laserové EN ISO 11553-1 2005
opracování - Část 1: Všeobecné bezpečnostní
požadavky
ISO 12100-1 2003 Bezpečnost strojních zařízení - Základní pojmy, EN ISO 12100-1 2003
všeobecné zásady pro konstrukci - Část 1: Základní
terminologie, metodologie
ISO 12100-2 2003 Bezpečnost strojních zařízení - Základní pojmy, EN ISO 12100-2 2003
všeobecné zásady pro konstrukci -
Část 2: Technické zásady
-- Vynechaný text --