| |
ICS 25.160.30 Srpen 2008
|
Zařízení pro obloukové svařování - |
ČSN 05 2205 |
idt IEC 60974-3:2007
Arc welding equipment -
Part 3: Arc striking and stabilizing devices
Matériel de soudage à l’arc -
Partie 3: Dispositifs d’amorçage et de stabilisation de l’arc
Lichtbogenschweißeinrichtungen -
Teil 3: Lichtbogenzünd- und -stabilisierungseinrichtungen
Tato norma je českou verzí evropské normy EN 60974-3:2007. Překlad byl zajištěn Českým normalizačním institutem. Má stejný status jako oficiální verze uvedené evropské normy.
This standard is the Czech version of the European Standard EN 60974-3:2007. It was translated by Czech Standards Institute. It has the same status as the official version.
Nahrazení předchozích norem
S účinností od 2010-12-01 se nahrazuje ČSN EN 60974-3 (05 2205) z června 2004, která do uvedeného data platí souběžně s touto normou.
| © Český normalizační institut, 2008 Podle zákona č. 22/1997 Sb. smějí být české technické normy rozmnožovány a rozšiřovány jen se souhlasem Českého normalizačního institutu. | 81709 |
Národní předmluva
Upozornění na používání této normy
Souběžně s touto normou se může do 2010-12-01 používat dosud platná ČSN EN 60974-3 (05 2205) z června 2004, v souladu s předmluvou k EN 60974-3:2007.
Změny proti předchozím normám
Tato norma přebírá druhé vydání IEC 60974-3:2007 a zavádí technické změny uvedené v třetím vydání IEC 60974-1:2005, kusové zkoušky u vestavěné jednotky viz 5.5.2 a výpočet jmenovitého vrcholového napětí viz 11.1 a obrázek 1.
Informace o citovaných normativních dokumentech
IEC 60974-1:2005 zavedena v ČSN EN 60974-1:2006 ed. 3 (05 2205) Zařízení pro obloukové svařování - Část 1: Zdroje svařovacího proudu
IEC 60974-7:2005 zavedena v ČSN EN 60974-7:2006 ed. 2 (05 2205) Zařízení pro obloukové svařování - Část 7: Hořáky
Informativní údaje z IEC 60974-3:2007
Mezinárodní norma IEC 60974-3 byla připravena technickou komisí IEC TC 26: Elektrické svařování.
Toto druhé vydání ruší a nahrazuje první vydání publikované v roce 2003 a představuje technickou revizi.
Toto druhé vydání s ohledem na předchozí vydání obsahuje významné technické změny, které jsou následující:
– změny uvedené v publikaci IEC 60974-1, třetí vydání;
– kusové zkoušky u vestavěné jednotky (viz 5.5.2);
– vysvětlení a výpočet jmenovitého vrcholového napětí (viz 11.1 a obrázek 1).
Text této normy vychází z těchto dokumentů:
|
FDIS |
Zpráva o hlasování |
|
26/363/FDIS |
26/367/RVD |
Úplné informace o hlasování při schvalování této normy je možné nalézt ve zprávě o hlasování uvedené v tabulce.
Tato publikace byla navržena podle Směrnic ISO/IEC, Část 2.
Tato část IEC 60974 musí být používána spolu s IEC 60974-1.
Seznam všech částí IEC 60974 je uveden pod skupinovým názvem Zařízení pro obloukové svařování na webové stránce IEC.
Komise rozhodla, že obsah této publikace se nebude měnit až do konečného data vyznačeného na internetové adrese IEC http://webstore.iec.ch v termínu příslušejícímu dané publikaci. K tomuto datu bude publikace
· znovu potvrzena;
· zrušena;
· nahrazena revidovaným vydáním, nebo
· změněna.
Vypracování normy
Zpracovatel: Agentura T.S.Q., Praha, IČ 40823458, Ing. Oldřich Petr
Technická normalizační komise: TNK 70 Svařování
Pracovník Českého normalizačního institutu: Ing. Jitka Procházková
|
EVROPSKÁ NORMA
EN 60974-3 |
ICS 25.160 Nahrazuje EN 60974-3:2003
|
Zařízení pro obloukové svařování - Arc welding equipment - |
|
|
Matériel de soudage à l’arc - |
Lichtbogenschweißeinrichtungen - |
Tato evropská norma byla schválena CENELEC 2007-12-01. Členové CENELEC jsou povinni splnit Vnitřní předpisy CEN/CENELEC, v nichž jsou stanoveny podmínky, za kterých se musí této evropské normě bez jakýchkoliv modifikací dát status národní normy.
Aktualizované seznamy a bibliografické citace týkající se těchto národních norem lze obdržet na vyžádání v Ústředním sekretariátu nebo u kteréhokoliv člena CENELEC.
Tato evropská norma existuje ve třech oficiálních verzích (anglické, francouzské, německé). Verze v každém jiném jazyce přeložená členem CENELEC do jeho vlastního jazyka, za kterou zodpovídá a kterou notifikuje Ústřednímu sekretariátu, má stejný status jako oficiální verze.
Členy CENELEC jsou národní elektrotechnické komitéty Belgie, Bulharska, České republiky, Dánska, Estonska, Finska, Francie, Irska, Islandu, Itálie, Kypru, Litvy, Lotyšska, Lucemburska, Maďarska, Malty, Německa, Nizozemska, Norska, Polska, Portugalska, Rakouska, Rumunska, Řecka, Slovenska, Slovinska, Spojeného království, Španělska, Švédska a Švýcarska.
|
CENELEC Evropský výbor pro normalizaci v elektrotechnice European Committee for Electrotechnical Standardization Comité Européen de Normalisation Electrotechnique Europäisches Komitee für Elektrotechnische Normung Ústřední sekretariát: rue de Stassart 35, B-1050 Brusel © 2007 CENELEC Veškerá
práva pro využití v jakékoli formě a jakýmikoli prostředky |
Předmluva
Text dokumentu 26/363/FDIS, budoucí 2. vydání IEC 60974-3, vypracovaný IEC TC 26, Elektrické svařování byl předložen k paralelnímu hlasování IEC-CENELEC a byl schválen CENELEC jako EN 60974-3 dne 2007-12-01.
Tato evropská norma nahrazuje EN 60974-3:2003.
EN 60974-3:2007 obsahuje významné technické změny s ohledem na EN 60974-3:2003, které jsou následující:
– změny uvedené v publikaci EN 60974-1:2005;
– kusové zkoušky u vestavěné jednotky (viz 5.5.2);
– vysvětlení a výpočet jmenovitého vrcholového napětí (viz 11.1 a obrázek 1).
Tato norma se používá spolu s EN 60974-1:2005.
Byla stanovena tato data:
|
– nejzazší datum zavedení EN na národní úrovni |
(dop) |
2008-09-01 |
|
– nejzazší datum zrušení národních norem, |
(dow) |
2010-12-01 |
Přílohu ZA doplnil CENELEC.
Oznámení o schválení
Text mezinárodní normy IEC 60974-3:2007 byl schválen CENELEC jako evropská norma bez jakýchkoliv modifikací.
Obsah
Strana
1 Rozsah platnosti................................................................................................................................................................. 6
2 Citované normativní dokumenty....................................................................................................................................... 6
3 Termíny a definice............................................................................................................................................................... 6
4 Podmínky okolního prostředí............................................................................................................................................ 6
5 Zkoušky................................................................................................................................................................................. 6
5.1 Zkušební podmínky............................................................................................................................................................ 6
5.2 Měřicí přístroje..................................................................................................................................................................... 6
5.3 Shoda součástí................................................................................................................................................................... 7
5.4 Typové zkoušky.................................................................................................................................................................... 7
5.5 Kusové zkoušky................................................................................................................................................................... 7
6 Ochrana před úrazem elektrickým proudem................................................................................................................. 7
6.1 Izolace................................................................................................................................................................................... 7
6.2 Ochrana před úrazem elektrickým proudem v normálním provozu (přímý dotyk)................................................... 8
6.3 Ochrana před úrazem elektrickým proudem v případě poruchy (nepřímý dotyk).................................................... 8
7 Teplotní požadavky.............................................................................................................................................................. 9
8 Mimořádný provoz............................................................................................................................................................... 9
9 Tepelná ochrana................................................................................................................................................................. 9
10 Připojení k napájecí síti...................................................................................................................................................... 9
11 Výstup.................................................................................................................................................................................... 9
11.1 Jmenovité vrcholové napětí............................................................................................................................................... 9
11.2 Impulzní proud................................................................................................................................................................... 10
11.3 Střední energie.................................................................................................................................................................. 12
11.4 Vybití kapacity výstupního obvodu................................................................................................................................... 12
12 Řídicí obvody...................................................................................................................................................................... 13
13 Zařízení omezující nebezpečí.......................................................................................................................................... 13
14 Mechanické požadavky..................................................................................................................................................... 13
15 Výkonnostní štítek.............................................................................................................................................................. 13
16 Nastavování výstupu......................................................................................................................................................... 14
17 Návod k obsluze a značení.............................................................................................................................................. 14
17.1 Návod k obsluze................................................................................................................................................................ 14
17.2 Značení................................................................................................................................................................................ 14
Příloha A (informativní) Příklady zapojení systémů pro zapálení a stabilizaci oblouku................................................... 15
Příloha B (informativní) Příklad výkonnostního štítku............................................................................................................. 16
Příloha ZA (normativní) Normativní odkazy na mezinárodní publikace a na jim příslušející evropské publikace..... 17
Obrázek 1 - Jmenovité vrcholové napětí...................................................................................................................................... 9
Obrázek 2 - Měření elektrického náboje impulzního proudu................................................................................................. 10
Obrázek 3 - Zapalovací a stabilizační napětí............................................................................................................................. 10
Obrázek 4 - Měřicí obvod pro přímý dotyk.................................................................................................................................. 11
Obrázek 5 - Měřicí obvod pro sériový dotyk................................................................................................................................ 12
Obrázek 6 - Měřicí obvod pro vybití kapacity.............................................................................................................................. 12
Obrázek A.1 - Příklady zapojení systémů pro zapálení a stabilizaci oblouku..................................................................... 15
Obrázek B.1 - Samostatná jednotka........................................................................................................................................... 16
Tabulka 1 - Minimální vzdušné vzdálenosti a povrchové cesty pro zapalovací a stabilizační obvody.............................. 8
Tabulka 2 - Měřicí obvod pro vybití kapacity............................................................................................................................... 10
1 Rozsah platnosti
Tato část IEC 60974 specifikuje bezpečnostní požadavky na průmyslová a profesionální zařízení pro zapálení a stabilizaci oblouku, která se používají při obloukovém svařování a příbuzných metodách.
Tato část IEC 60974 platí pro samostatná zařízení pro zapálení a stabilizaci oblouku, která jsou buď připojena k oddělenému zdroji svařovacího proudu nebo umístěna se zdrojem svařovacího proudu v jednom krytu.
POZNÁMKA 1 Typicky příbuznými metodami jsou např. obloukové plazmové řezání a obloukové žárové stříkání kovů.
POZNÁMKA 2 Tato norma neobsahuje požadavky na elektromagnetickou kompatibilitu (EMC).
2 Citované normativní dokumenty
Pro používání tohoto dokumentu jsou nezbytné dále uvedené referenční dokumenty. U datovaných odkazů platí pouze citovaná vydání. U nedatovaných odkazů platí poslední vydání referenčního dokumentu (včetně změn).
IEC 60974-1:2005 Arc welding equipment - Part 1: Welding power sources
(Zařízení pro obloukové svařování - Část 1: Zdroje svařovacího proudu)
IEC 60974-7:2005 Arc welding equipment - Part 7: Torches
(Zařízení pro obloukové svařování - Část 7: Hořáky)
3 Termíny a definice
Pro účely tohoto dokumentu platí termíny a definice uvedené v IEC 60974-1, IEC 60974-7 a následující definice.
3.1
zařízení pro zapálení oblouku (arc striking device)
zařízení, které zvyšuje napětí ve svařovacím obvodu pro zapálení oblouku
3.2
zařízení pro stabilizaci oblouku (arc stabilizing device)
zařízení, které zvyšuje napětí ve svařovacím obvodu k udržení hoření oblouku
3.3
zapalovací napětí (arc striking voltage)
zvýšené napětí naprázdno pro zapálení oblouku
3.4
stabilizační napětí (arc stabilizing voltage)
zvýšené svařovací napětí k udržení hoření oblouku
3.5
doba zapálení oblouku (arc striking period)
doba, po kterou je zapalovací napětí navýšeno k napětí naprázdno
4 Podmínky okolního prostředí
Podle specifikace v IEC 60974-1, kapitola 4.
5 Zkoušky
5.1 Zkušební podmínky
Podle specifikace v 5.1 IEC 60974-1.
5.2 Měřicí přístroje
Přesnost měřicích přístrojů musí být následující.
a) Elektrické měřicí přístroje: třída 0,5 (±0,5 % z celé stupnice), kromě měření izolačního odporu a elektrické pevnosti, kde není přesnost přístrojů stanovena, ale musí se při měření vzít v úvahu.
b) Teploměr: ±2 K.
c) Vysokonapěťová sonda: ±5 %.
5.3 Shoda součástí
Podle specifikace v 5.3 IEC 60974-1.
5.4 Typové zkoušky
Podle specifikace v 5.4 IEC 60974-1, s doplněním následujícího požadavku.
Jmenovité zapalovací a stabilizační vrcholové napětí se musí měřit podle 11.1 v libovolném vhodném pořadí zkoušek, ale před ověřením mechanických požadavků.
Ostatní typové zkoušky obsažené v této normě se mohou provádět v jakémkoliv vhodném pořadí.
5.5 Kusové zkoušky
5.5.1 Samostatná jednotka
Všechny kusové zkoušky musí být provedeny na každé samostatné jednotce v následujícím pořadí:
a) všeobecná vizuální kontrola (viz 3.7 v IEC 60974-1);
b) spojitost ochranného obvodu (viz kapitola 10 pokud je to vhodné 10.4.2 v IEC 60974-1);
c) elektrická pevnost (viz 6.1.5 v IEC 60974-1);
d) zkouška obvodu vysokého napětí: ke stanovení neporušenosti izolace musí být u obvodů vysokého napětí použito pracovní napětí podle specifikace výrobce;
POZNÁMKA Napětí naprázdno a spojení zpětného vodiče, buď se zemí nebo izolované, ovlivňují pracovní napětí.
e) všeobecná vizuální kontrola (viz 3.7 v IEC 60974-1).
5.5.2 Vestavěná jednotka
Následující kusová zkouška musí být provedena na každé vestavěné jednotce v jakémkoliv vhodném pořadí pro zdroj svařovacího proudu.
a) Zkouška obvodu vysokého napětí: ke stanovení neporušenosti izolace musí být u obvodů vysokého napětí použito pracovní napětí podle specifikace výrobce.
POZNÁMKA Napětí naprázdno a spojení zpětného vodiče buď se zemí nebo izolované, ovlivňují pracovní napětí.
6 Ochrana před úrazem elektrickým proudem
6.1 Izolace
6.1.1 Všeobecně
Podle specifikace v 6.1.1 IEC 60974-1.
6.1.2 Vzdušné vzdálenosti
Podle specifikace v 6.1.2 IEC 60974-1 s doplněním následujícího požadavku.
Minimální vzdušné vzdálenosti vysokonapěťových součástí musí být podle tabulky 1.
Shoda musí být ověřena měřením a vizuální prohlídkou.
6.1.3 Povrchové cesty
Podle specifikace v 6.1.3 IEC 60974-1 s doplněním následujícího požadavku.
Minimální povrchové cesty zapalovacích a stabilizačních obvodů musí být podle tabulky 1.
Shoda musí být ověřena měřením a vizuální prohlídkou.
Tabulka 1 - Minimální vzdušné vzdálenosti a povrchové cesty pro zapalovací a stabilizační obvody
|
Jmenovité vrcholové napětía |
Vzdušná vzdálenostb |
Povrchová cestab |
|
kV |
mm |
mm |
|
3 |
3 |
6,3 |
|
6 |
5,5 |
10 |
|
8 |
8 |
12,5 |
|
10 |
11 |
16 |
|
12 |
14 |
20 |
|
15 |
18 |
25 |
|
18 |
25 |
30 |
|
20 |
30 |
35 |
|
POZNÁMKA Uvedené hodnoty platí pro obvody, které jsou navrženy podle 11.3. |
||
|
a Jmenovité vrcholové napětí se musí měřit podle 11.1. |
||
|
b Interpolace je dovolena. |
||
6.1.4 Izolační odpor
Podle specifikace v 6.1.4 IEC 60974-1.
6.1.5 Elektrická pevnost
Výstupní obvod zařízení pro zapálení a stabilizaci oblouku a izolace zapojených částí (např. zapojení transformátorů nebo připojení kondenzátorů) musí vydržet zkušební zapalovací napětí o 20 % vyšší než je jmenovité vrcholové zapalovací napětí při maximální rychlosti opakování impulzů zařízení. Případně může být pouze pro připojovací součásti použita zkouška střídavým napětím o stejné vrcholové hodnotě přibližně sinusového průběhu o kmitočtu 50 Hz nebo 60 Hz.
Shoda musí být ověřena následující zkouškou.
Části zapojení určené pro použití se zapalovacími a stabilizačními napětími musí být podrobeny zkoušce zapalovacím napětím nebo střídavým zkušebním napětím po dobu 60 s.
POZNÁMKA Kondenzátory pro potlačení rušení nejsou částmi zapojení.
Výstupní obvod musí být podroben zkoušce přiloženým zapalovacím napětím po dobu 60 s mezi místem připojení svařovací elektrody a
a) neživými částmi;
b) ostatní izolovanými obvody.
Nesmí nastat přeskok nebo průraz. Jakékoliv výboje nedoprovázené poklesem napětí (korona) se neberou na vědomí.
POZNÁMKA Kondenzátory pro potlačení rušení se podrobí zkoušce výstupního obvodu.
6.2 Ochrana před úrazem elektrickým proudem v normálním provozu (přímý dotyk)
Podle specifikace v 6.2 IEC 60974-1.
6.3 Ochrana před úrazem elektrickým proudem v případě poruchy (nepřímý dotyk)
Podle specifikace v 6.3 IEC 60974-1, s doplněním následujícího požadavku.
Výstupní obvod musí být elektricky oddělen od veřejného napájecího systému dvojitou nebo zesílenou izolací podle maximálního vstupního jmenovitého napětí. Obrázek A.1 znázorňuje příklady připojovacích systémů pro zařízení pro zapálení a stabilizaci oblouku.
Shoda musí být ověřena vizuální prohlídkou.
7 Teplotní požadavky
Části vedoucí proud patřící k zařízení pro zapálení a stabilizaci oblouku, musí být schopny přenést jmenovitý svařovací proud podle specifikace výrobce aniž by:
a) byly překročeny jmenovité teploty proudovodných částí;
b) to způsobilo překročení povrchových teplot, specifikovaných v IEC 60974-1, tabulka 7.
U zařízení chlazeného kapalinou musí být zkouška provedena při minimálním průtoku a maximální teplotě chladicí kapaliny, podle doporučení výrobce.
Shoda musí být ověřena měřením podle IEC 60974-1, 7.2.
8 Mimořádný provoz
Podle specifikace v IEC 60974-1, kapitola 8 s doplněním následujícího požadavku:
V případě samostatného zařízení pro zapálení a stabilizaci oblouku musí být zkoušky mimořádného provozu provedeny podle použitelnosti.
Pokud zařízení pro zapálení a stabilizaci oblouku je konstruováno pro použití s určeným zdrojem svařovacího proudu, zkoušky mimořádného provozu musí být provedeny se zařízením pro zapálení a stabilizaci oblouku připojeným k tomuto zdroji svařovacího proudu.
Zařízení pro stabilizaci oblouku musí být na výstupu spojeno nakrátko, bez připojeného hořáku i zpětného vodiče, dokud není dosaženo ustáleného stavu.
Zařízení pro zapálení a stabilizaci oblouku chráněné vnitřně, například automatickým odpojením, splňuje tento požadavek, pokud ochranné zařízení zapůsobí předtím než dojde k nebezpečnému stavu.
9 Tepelná ochrana
Podle specifikace v IEC 60974-1, kapitola 9 v případech, kde je použita.
10 Připojení k napájecí síti
Podle specifikace v IEC 60974-1, kapitola 10 s doplněním následujícího požadavku.
Uzemnění neživých částí se nepožaduje, pokud je zařízení pro zapálení a stabilizaci oblouku určeno pro vstupní napětí nepřesahující bezpečné malé napětí (SELV), nebo když je vstupní napětí dodáváno ze svařovacího obvodu.
11 Výstup
11.1 Jmenovité vrcholové napětí
Jmenovité vrcholové napětí pro zapalovací a stabilizační zařízení nesmí překročit maximální hodnoty uvedené v tabulce 2.
Zapalovací a stabilizační napětí se získá odečtením napětí naprázdno uvedeného v tabulce 13 v IEC 60974-1 (viz obrázek 1).

Obrázek 1 - Jmenovité vrcholové napětí
Tabulka 2 - Maximální jmenovitá vrcholová napětí
|
Typ hořáku |
Jmenovité vrcholové napětí |
|
Vedený ručně |
15 kV |
|
Vedený mechanicky nebo pro plazmové řezání |
20 kV |
Shoda musí být ověřena měřením pomocí osciloskopu a vysokonapěťové sondy s dostatečnou šířkou rozsahu.
Jmenovité vrcholové napětí se musí měřit přes kondenzátor 220 pF, bez připojeného hořáku i zpětného vodiče.
11.2 Impulzní proud
11.2.1 Elektrický náboj
Maximální elektrický náboj v jedné půlvlně impulzního proudu, bez ohledu na polaritu, nesmí přesáhnout (viz obrázek 2):
– 8 mC u zařízení určených k použití s ručně vedenými hořáky a
– 15 mC u zařízení určených k použití s mechanicky vedenými hořáky a hořáky pro plazmové řezání.
|
|
|
|
a) AC impulz |
b) DC impulz |
Obrázek 2 - Měření elektrického náboje impulzního proudu
Obrázek 3 - Zapalovací a stabilizační napětí
11.2.2 Nebezpečí úrazu elektrickým proudem
V závislosti na konstrukci zařízení pro zapalování a stabilizaci oblouku může nebezpečí úrazu elektrickým proudem nastat následkem impulzního proudu v následujících situacích:
– lidské tělo je v přímém dotyku s výstupem zařízení pro zapálení a stabilizaci oblouku (viz 11.2.3);
– lidské tělo je v sérii s jiskřištěm, jako část svařovacího obvodu (viz 11.2.4).
Musí se zvolit a provést vhodná zkouška, při které impulzní proud dosahuje maximálního elektrického náboje.
11.2.3 Přímý dotyk
Shoda musí být ověřena měřením napětí pomocí osciloskopu a vysokonapěťové sondy s dostatečným rozsahem, v obvodu podle obrázku 4, bez připojeného hořáku nebo zpětného vodiče.
Legenda
1 Zdroj proudu pro svařování nebo řezání 4 Vysokonapěťová sonda
2 Zařízení pro zapálení a stabilizaci oblouku 5 Zátěž, co nejkompaktnější
3 Osciloskop a Připojovací vodič, co nejkratší
Obrázek 4 - Měřicí obvod pro přímý dotyk
Pro simulaci kapacity hořáku musí být hodnota CT:
– 220 pF u zařízení určených k použití s hořáky nebo zpětnými vodiči do délky 10 m,
nebo
– 1 000 pF u zařízení určených k použití s hořáky nebo zpětnými vodiči s délkou přes 10 m.
Pro simulaci odporu těla musí být hodnota bezindukčního rezistoru RB:
– 1 kW u zařízení určených k použití v prostředích bez zvýšeného nebezpečí úrazu elektrickým proudem nebo s mechanicky vedeným hořákem,
nebo
– 500 W u zařízení určených k použití v prostředích se zvýšeným nebezpečím úrazu elektrickým proudem.
Hodnota impulzního proudu se obdrží dělením hodnoty změřeného napětí hodnotou rezistoru RB.
11.2.4 Sériový dotyk
Shoda musí být ověřena měřením napětí pomocí osciloskopu a vysokonapěťové sondy s dostatečným rozsahem, v obvodu podle obrázku 5, bez připojeného hořáku i zpětného vodiče.
Mezera jiskřiště (6) (viz obrázek 5) musí být nastavena na maximální vzdálenost, při které spolehlivě dochází
k přeskoku.
Pro simulaci kapacity hořáku musí být hodnota CT:
– 220 pF u zařízení určených k použití s hořáky nebo zpětnými vodiče do délky 10 m,
nebo
– 1 000 pF u zařízení určených k použití s hořáky nebo zpětnými vodiči s délkou přes 10 m.
Pro simulaci odporu těla musí být hodnota bezindukčního rezistoru RB:
– 1 kW u zařízení určených k použití v prostředích bez zvýšeného nebezpečí úrazu elektrickým proudem nebo s mechanicky vedeným hořákem,
nebo
– 500 W u zařízení určených k použití v prostředích se zvýšeným nebezpečím úrazu elektrickým proudem.
Hodnota impulzního proudu se obdrží dělením hodnoty změřeného napětí hodnotou rezistoru RB.
Legenda
1 Zdroj proudu pro svařování nebo řezání 5 Zátěž, co nejkompaktnější
2 Zařízení pro zapálení a stabilizaci oblouku 6 Jiskřiště
3 Osciloskop a Připojovací vodič, co nejkratší
4 Vysokonapěťová sonda
Obrázek 5 - Měřicí obvod pro sériový dotyk
11.3 Střední energie
Střední energie generovaná zařízením pro zapálení a stabilizaci oblouku v bezindukčním rezistoru simulujícím odpor těla nesmí přesáhnout během každé 1 sekundy:
– 4 J u zařízení určených k používání s ručně vedenými hořáky a
– 20 J u zařízení určených k používání s mechanicky vedenými hořáky a hořáky pro plazmové řezání.
Shoda musí být ověřena zkoušením podle 11.2.
Zařízení pro zapálení a stabilizaci oblouku se střední energií pod 4 J se považují pro všechny části IEC 60974 za energeticky omezená.
Zapalovací a stabilizační napětí se získá odečtením napětí naprázdno uvedeného v tabulce 13 IEC 60974-1 (viz obrázek 3).
11.4 Vybití kapacity výstupního obvodu
Jednu sekundu po vypnutí nebo zablokování výstupu zařízení pro zapálení a stabilizaci oblouku nesmí výstupní napětí překročit 113 V stejnosměrného napětí (d.c.).
Shoda musí být ověřena měřením napětí v obvodu podle obrázku 6 pomocí osciloskopu a vysokonapěťové sondy.
Legenda
1 Zdroj proudu pro svařování nebo řezání 4 Vysokonapěťová sonda
2 Zařízení pro zapálení a stabilizaci oblouku 5 Zátěž, co nejkompaktnější
3 Osciloskop a Připojovací vodič, co nejkratší
Obrázek 6 - Měřicí obvod pro vybití kapacity
Pro simulaci kapacity hořáku musí být hodnota CT:
– 220 pF u zařízení určených k používání s hořáky nebo zpětnými vodiči délky do 10 m,
nebo
– 1 000 pF u zařízení určených k používání s hořáky nebo zpětnými vodiči s délkou přes 10 m.
12 Řídicí obvody
Podle specifikace v IEC 60974-1, kapitola 12.
13 Zařízení omezující nebezpečí
Neplatí.
14 Mechanické požadavky
Platí pouze pro samostatné jednotky podle specifikace v IEC 60974-1, kapitola 14.
15 Výkonnostní štítek
Na každém samostatném zařízení pro zapálení a stabilizaci oblouku musí být bezpečně připevněn nebo na něm natištěn jasně a nesmazatelně označený výkonnostní štítek minimálně s následujícími údaji:
|
a) Identifikace |
|||||||
|
|
1) |
2) |
|
||||
|
3) |
4) |
||||||
|
b) Výstup svařování |
|||||||
|
|
5) |
|
|||||
|
6) |
X |
6a) |
6b) |
6c) |
|||
|
7) |
I2 |
7a) |
7b) |
7c) |
|||
|
c) Napájení |
|||||||
|
|
|
8) |
9) |
|
|||
|
10) |
Podle volby |
11) |
Podle použití |
|
|||
|
|
|||||||
1) jméno a adresa výrobce, a pokud se požaduje, distributora, dovozce, obchodní značka a země původu;
2) typ (identifikace) daný výrobcem;
3) sledovatelné údaje o konstrukci a výrobě, například výrobní číslo;
4) odkaz na IEC 60974-3 potvrzující, že zařízení pro zapálení a stabilizaci oblouku splňuje její požadavky;
5) Up jmenovité vrcholové napětí;
6) X...% zatěžovatel, pokud je to vhodné;
7) I2 jmenovitý svařovací proud, pokud je to vhodné;
8) U1 jmenovité(á) vstupní napětí a kmitočet;
9) I1 jmenovitý vstupní proud(y) při maximálním zatížení;
10) IP .. stupeň ochrany krytem, například IP21 nebo IP23;
11)
![]() značka pro třídu ochrany II, pokud je použita musí být ověřena.
značka pro třídu ochrany II, pokud je použita musí být ověřena.
Shoda musí být ověřena vizuální kontrolou.
V případě vestavěného zařízení pro zapálení a stabilizaci oblouku musí být na výkonnostním štítku zdroje proudu přidáno pole 5 (viz kapitola 15 IEC 60974-1).
16 Nastavování výstupu
Podle specifikace v kapitole 16 IEC 60974-1.
17 Návod k obsluze a značení
17.1 Návod k obsluze
Podle specifikace v IEC 60974-1, 17.1 s doplněním následujícího požadavku.
Výrobce musí v návodu k obsluze stanovit
– jmenovité vrcholové napětí;
– zda je zařízení pro zapálení a stabilizaci oblouku určeno pro ručně nebo pro mechanicky prováděné operace.
Pokud použití delšího hořáku nebo zpětných vodičů zvyšuje nebezpečí úrazu elektrickým proudem (viz meze v kapitole 11) vzhledem k impulznímu proudu, musí výrobce specifikovat maximální délku (v metrech) a typ hořáku. Musí být uvedeno následující varování:
Varování: Prodloužení délky hořáku nebo zpětných vodičů na více než je výrobcem specifikovaná maximální délka zvyšuje nebezpečí úrazu elektrickým proudem.
17.2 Značení
Podle specifikace v IEC 60974-1, 17.2, platí pouze pro samostatné jednotky.
Příloha A (informativní)
Příklady zapojení systémů pro zapálení a stabilizaci oblouku
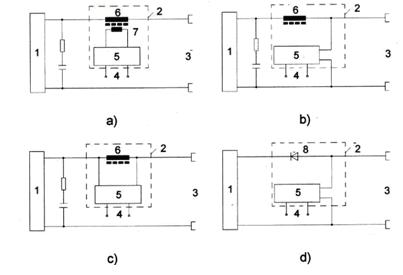
Legenda
1 Zdroj proudu pro svařování nebo řezání 5 Generátor napětí
2 Zařízení pro zapálení a stabilizaci oblouku 6 Tlumivka
3 Výstup 7 Vstupní vazební vinutí
4 Zdroj napětí 8 Blokovací dioda
Obrázek A.1 - Příklady zapojení systémů pro zapálení a stabilizaci oblouku
Příloha B (informativní)
Příklad výkonnostního štítku
|
a) Identifikace |
|||||||||
|
|
1) |
Výrobce |
2) |
Typ |
|
||||
|
3) |
Výrobní číslo |
4) |
IEC 60974-3 |
||||||
|
b) Výstup svařování |
|||||||||
|
|
5) |
Up = 8,5 kV |
|
||||||
|
6) |
X |
6a) |
35 % |
6b) |
60 % |
6c) |
100 % |
||
|
7) |
I2 |
7a) |
300 A |
7b) |
220 A |
7c) |
180 A |
||
|
c) Napájení |
|||||||||
|
|
|
8) |
U1 = 230 V |
9) |
I1 = 0,5 A |
|
|||
|
|
|
|
|||||||
|
10) |
IP23 |
11) |
|
|
|||||
|
|
|||||||||
Obrázek B.1 - Samostatná jednotka
Příloha ZA (normativní)
Normativní odkazy na mezinárodní publikace a na jim příslušející evropské publikace
Pro používání tohoto dokumentu jsou nezbytné dále uvedené referenční dokumenty. U datovaných odkazů platí pouze citovaná vydání. U nedatovaných odkazů platí poslední vydání referenčního dokumentu (včetně změn).
POZNÁMKA Pokud byla mezinárodní publikace upravena společnou modifikací, vyznačenou pomocí (mod), používá se příslušná EN/HD.
|
Publikace |
Rok |
Název |
EN/HD |
Rok |
|
IEC 60974-1 |
2005 |
Zařízení pro obloukové svařování - |
EN 60974-1 |
2005 |
|
IEC 60974-7 |
2005 |
Zařízení pro obloukové svařování - |
EN 60974-7 |
2005 |
Prázdná strana
Prázdná strana
-- Vynechaný text --